- Aplicacions
- Tipus de canonades de coure
- El que es necessita per soldar canonades de coure
- número 11. Diàmetre del tub de calefacció
- Mètodes de connexió de canonades de coure
- Soldadura
- Connexió de canonades de coure amb accessoris d'escapament.
- Rodant
- Acoblament de compressió
- Encaix a premsa
- Soldar canonades de coure
- Limitacions en utilitzar canonades de coure
- Mètodes de connexió de canonades de coure
- Com simplificar la instal·lació de la calefacció
- Soldadura capil·lar
- Núm. 6. Tubs de coure per a la calefacció
- Varietat de productes de coure
- Producció
- Mètode 2: ranurat
- Preparació i realització d'una connexió de solc moletat
- Prova del sistema de moletejats complet
- número 7. Tubs de polipropilè per a calefacció
- Vista general de preus comparatius
- Tipus
- Especificacions
Aplicacions
Hi ha diverses situacions en què és millor triar aquest material:
- L'opció actual per instal·lar un sistema de calefacció a partir de canonades de coure és connectar-se a una caldera de combustible sòlid. Això es deu al fet que aquests sistemes estan sotmesos a una exposició prolongada a altes temperatures (més de 100 graus centígrads).
- En comparació amb altres materials, el coure és millor si té una forma complexa.
- La instal·lació estarà 100% justificada si el propietari de la casa té prou diners, vol obtenir l'indicador de durabilitat més alt.
Tenint en compte altres opcions, cal parar atenció al plàstic o a l'acer inoxidable.
Tipus de canonades de coure
Aquests productes varien en mida i secció transversal i són dels següents tipus:
- Tub recoit de coure. Per adquirir suavitat, aquests productes se sotmeten a un tractament tèrmic. Això simplifica la seva instal·lació.
- Tubs de coure no recoits. Són segments rectes d'1 a 5 m de llarg.
La secció transversal de les canonades pot ser clàssica i rectangular. Aquests últims s'utilitzen en la creació de conductors per a bobinatges de l'estator, que es refreden per líquids. La seva fabricació és complexa i el cost és superior als convencionals. El diàmetre més popular de canonades de coure per al subministrament d'aigua és de 10 a 23 mm, per a sistemes de drenatge: de 30 a 45 mm.
El que es necessita per soldar canonades de coure
La soldadura de canonades de coure, que no és difícil de fer amb les vostres pròpies mans, no requereix equips cars ni materials especials. Per implementar-lo correctament, necessitareu els següents dispositius.
Un cremador, pel qual s'escalfarà la soldadura i la secció de canonada on es connectaran. Com a regla general, es subministra gas propà a aquest cremador, la pressió del qual està regulada per un reductor de soldadura.
Eina especial per tallar tubs de coure. Com que els productes d'aquest metall són molt suaus, s'han de tallar amb prou suavitat per no arrugar les parets. Al mercat modern s'ofereixen talladores de tubs de diversos models, que es diferencien tant per la seva funcionalitat com per les seves capacitats tècniques.
El disseny de models individuals d'aquests dispositius, que és important, permet utilitzar-los fins i tot per treballar en llocs de difícil accés.
Un expansor de canonades és un dispositiu que permet ampliar el diàmetre d'un tub de coure, que és necessari per soldar millor. En diversos sistemes muntats a partir de canonades de coure, s'utilitzen elements de la mateixa secció i, per connectar-los qualitativament, cal augmentar lleugerament el diàmetre d'un dels elements connectats. Aquest és el problema que resol un dispositiu com un expansor de canonades.
Aquest és el problema que resol un dispositiu com un expansor de canonades.
Kit d'envasat de tubs de coure
Dispositiu per xamfranar els extrems de canonades de coure. Després de retallar, queden rebaves als extrems de les peces, que poden interferir en l'obtenció d'una connexió fiable i d'alta qualitat. Per eliminar-los i donar als extrems de les canonades la configuració necessària, s'utilitza un bisell abans de soldar. Actualment hi ha dos tipus principals de dispositius de xamfranat al mercat: col·locats en un cos rodó i fets en forma de llapis. Més còmodes d'utilitzar, però també més cars, són els dispositius rodons que poden processar canonades de coure tous amb un diàmetre de no més de 36 mm.
Per preparar correctament les canonades de coure per a la soldadura, cal eliminar totes les impureses i òxids de la seva superfície. Per a aquests propòsits s'utilitzen raspalls i raspalls, les truges dels quals són de filferro d'acer.
La soldadura de canonades de coure es realitza normalment amb soldadura dura, que pot ser d'alta i baixa temperatura. La soldadura a alta temperatura és un fil de coure que conté aproximadament un 6% de fòsfor en la seva composició. Aquest cable es fon a una temperatura de 700 graus, mentre que per al seu tipus de baixa temperatura (filferro d'estany), 350 graus són suficients.
La tecnologia de soldadura de canonades de coure implica l'ús de fluxos i pastes especials que compleixen una funció protectora. Aquests fluxos no només protegeixen la costura formada de la formació de bombolles d'aire, sinó que també milloren significativament l'adhesió de la soldadura al material de la canonada.
A més del flux, la soldadura i altres elements bàsics, es necessitaran eines addicionals per soldar canonades de coure, que es poden trobar a tots els tallers o garatges. Per soldar o soldar productes de coure, prepareu addicionalment:
- marcador regular;
- ruleta;
- nivell de l'edifici;
- un raspall petit amb truges rígides;
- un martell.
Abans de començar a treballar, també és important decidir com soldar les canonades de coure. Hi pot haver dues opcions principals: la soldadura de coure (més utilitzat) i l'ús de soldadura suau. En resoldre aquest problema, és important partir del fet que hi ha requisits per a l'ús d'un o altre tipus de soldadura.
Per tant, les soldadures dures s'utilitzen per soldar elements d'unitats de refrigeració i aparells d'aire condicionat. En tots els altres casos (sistemes de subministrament d'aigua, sistemes de calefacció, etc.), es pot utilitzar filferro d'estany. Però sigui quina sigui la tecnologia escollida, cal recordar que el flux és necessari en qualsevol cas.










En resoldre aquest problema, és important partir del fet que hi ha requisits per a l'ús d'un o altre tipus de soldadura. Per tant, les soldadures dures s'utilitzen per soldar elements d'unitats de refrigeració i aparells d'aire condicionat.
En tots els altres casos (sistemes de subministrament d'aigua, sistemes de calefacció, etc.), es pot utilitzar filferro d'estany. Però sigui quina sigui la tecnologia escollida, cal recordar que el flux és necessari en qualsevol cas.
Raspalls per treure la superfície interior d'un tub de coure abans de soldar
número 11. Diàmetre del tub de calefacció
Les canonades fetes de diferents materials es presenten en diferents diàmetres. Per triar el valor més adequat, cal estudiar tot l'esquema del sistema de calefacció i sol·licitar l'ajuda d'especialistes. El diàmetre aproximat es pot calcular independentment. Es tenen en compte paràmetres com l'àrea de l'habitació, de la qual depèn la potència tèrmica, i la velocitat del refrigerant.
Molts pensen erròniament que com més gran sigui el diàmetre de la canonada, més gran serà l'eficiència del sistema. De fet, en triar canonades massa grans, la pressió del sistema disminueix i la calefacció desapareix del tot: l'aigua calenta no pot circular per tot el sistema de canonades i radiadors. Com més petit sigui el diàmetre, més gran serà el cabal d'aigua. Idealment, la velocitat hauria de ser superior a 0,2 m/s, però inferior a 1,5 m/s, en cas contrari, el procés de circulació del refrigerant serà massa sorollós.
El diàmetre es tria en funció del càlcul sortida de calor requerida. Per a habitacions amb una alçada de sostre de fins a 3 m, es requereixen 100 W d'energia per cada 1 m2. Per a una habitació de 20 m2, per exemple, es necessiten 2000 W de potència tèrmica, aquí val la pena afegir el 20% de la reserva, obtenim 2400 W. Aquesta potència tèrmica la proporciona un o dos radiadors, si hi ha dues finestres a l'habitació, sota cada finestra. Segons la taula, veiem que per cobrir aquesta potència calen canonades amb un diàmetre interior de 8 mm, però també s'adapten 10 mm. Per descomptat, tots aquests són càlculs condicionals, però us ajudaran a navegar pel pressupost per a la compra de canonades.
Finalment, observem que és millor no estalviar en canonades de calefacció, això us estalviarà nombrosos problemes.Els productes de fabricants com Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast s'han demostrat bé.
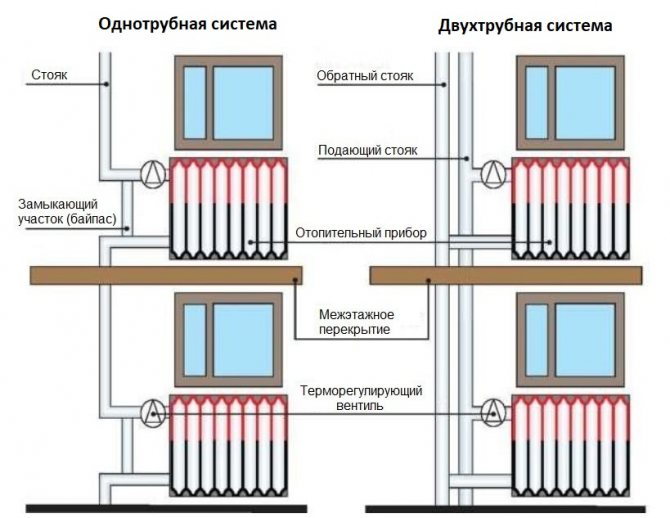
Mètodes de connexió de canonades de coure
Soldadura
Es produeix molt poques vegades. Una torxa de soldadura connecta canonades de coure de gran diàmetre per a la calefacció (començant amb un diàmetre de 108 mm);
Connexió de canonades de coure amb accessoris d'escapament.
Es fa un forat a l'interior de la canonada, s'introdueixen lleves i s'extreu una presa amb una eina especial. Una manera força laboriosa i costosa de connectar canonades, necessiteu una màquina especial i els instal·ladors no respecten aquesta opció de muntatge.
Rodant
El mètode de connexió de canonades de coure és bo, però no s'utilitza en sistemes de calefacció. És molt rar trobar una peça acampanada, i després feta a fàbrica.
Acoblament de compressió
Es produeix amb força freqüència. Consta de tres parts: una femella, una junta tòrica i el propi accessori en forma de cantonada. Principi de connexió: una femella, una junta tòrica i un accessori es col·loquen a una canonada de coure. A continuació, es gira la femella i pressiona la canonada cap a la connexió. D'altra banda, es fa el mateix.
L'inconvenient d'aquest mètode de connexió d'una canonada de coure és que no hi ha cap recomanació amb quina força per estrènyer la femella a la connexió. Cadascú ho fa el millor que pot i, com a resultat, es poden produir fuites d'aigua.
Un altre desavantatge és la no separabilitat condicional de l'ajust, tk. l'anell de tancament, quan es posa a la canonada, hi talla i queda per sempre. Per tant, per reparar una secció de canonada (treure un accessori), s'ha de tallar aquesta secció i introduir-ne una de nova.
Si us ofereixen un accessori de compressió, és millor negar-se i demanar una altra cosa.
Encaix a premsa
És rar, perquè.el mestre necessita un joc de pinces especials (uns dotze) i una premsa cara per instal·lar-lo. Principi de connexió: l'accessori es llança sobre la canonada i es fixa amb pinces del tipus desitjat. El resultat és una connexió no separable perfectament forta.
La diferència entre el processament d'aquests accessoris de canonada suau i dur.
S'ha d'introduir una màniga de suport a l'interior del tub de coure tou quan instal·leu l'accessori de compressió. La màniga permet estalviar la geometria de la canonada en comprimir l'anell de suport.










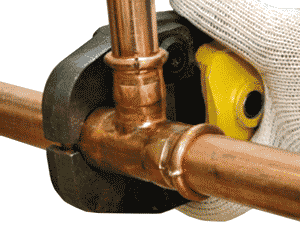
Soldar canonades de coure
El mètode permet obtenir una connexió d'alta qualitat d'una canonada de coure amb equips econòmics. Normalment és una torxa de propà per a tubs de diàmetres petits. Per a canonades amb un diàmetre superior a 54 mm, és adequada una torxa d'aire acetilè.
Hi ha dos tipus de soldadura: dura i suau (alta i baixa temperatura). La soldadura dura es realitza a una temperatura més alta que la soldadura suau. Hi ha l'opinió que la soldadura dura és més forta que la soldadura suau. Això no és cert.
La soldadura dura és menys avançada tecnològicament que la soldadura suau. Per soldar amb soldadura dura, només cal que col·loqueu la connexió a la canonada, escalfeu la unió a un color carmesí fosc i, a continuació, connecteu la soldadura.
La soldadura suau inclou:
- Neteja de l'articulació fins a obtenir una brillantor metàl·lica,
- Neteja de la superfície interior de l'accessori,
- aplicació de flux,
- peces de connexió,
- Eliminació de l'excés de flux
- De fet soldar.
La principal diferència entre la soldadura suau i la soldadura dura és que després de la soldadura suau, la canonada de coure té un aspecte més net que després de la soldadura dura.Durant la soldadura dura, la canonada s'escalfa molt, s'ennegreix de gruix, es cobreix de flocs; és impossible netejar-la, no semblarà una canonada de coure brillant, serà negra. Després de la soldadura dura, la sala de calderes sembla lletja, de manera que si ofereixen soldadura dura, és millor rebutjar. Només s'ha d'utilitzar soldadura suau.
La soldadura dura d'una canonada de coure és adequada per als casos en què no es tracta d'un líquid, sinó que es transportarà un gas a través de la canonada. Per exemple, per als sistemes d'aire condicionat, sistemes per transportar qualsevol gas, només es permet la soldadura dura, perquè els residus de flux aplicats a la canonada i la superfície interior de l'accessori entren a la canonada i s'han de rentar.
La soldadura suau és adequada per a sistemes hidràulics com sembla més estètic.
Limitacions en utilitzar canonades de coure
Per al coure, hi ha les següents limitacions operatives a causa de les propietats del metall:
- La suavitat, que assegura la plasticitat de les canonades i la comoditat de la seva instal·lació, imposa un límit als cabals d'aigua admissibles. Per a una llarga vida útil del sistema de subministrament d'aigua, els valors de fins a 2 m / s són òptims.
- A causa de la suavitat del coure, s'imposen els requisits següents sobre la puresa de l'aigua: no hauria de contenir impureses mecàniques, cosa que s'aconsegueix instal·lant filtres adequats a l'entrada. Les partícules en suspensió poden causar erosió (rentat del material de la paret de la canonada) a causa de l'impacte mecànic.
- La superfície del coure està coberta amb una pel·lícula d'òxid que es produeix de manera natural i és una capa protectora. El clor present a l'aigua transforma aquesta pel·lícula en una veritable pàtina, que proporciona a la canonada una protecció encara més gran.Això només es produeix quan la duresa total del flux d'aigua és d'1,42–3,1 mg/l amb un pH en el rang de 6,0–9,0. En cas contrari, la pàtina es destruirà i això conduirà a la seva restauració contínua a causa del consum de coure, que pot reduir significativament la vida útil de la canonada.
- En el subministrament d'aigua potable, no es permet l'ús de soldadura de plom per connectar canonades (el plom és una substància tòxica).
- En instal·lar una canonada de coure, cal dur a terme totes les operacions per no reduir la vida útil del sistema dels 50 anys estimats. Quan es dobleguen canonades, no es permeten els seus plecs, ja que això violarà el flux laminar d'aigua. La canonada no s'ha de retorçar. En cas d'embús, l'edició no es realitza més d'una vegada.
- S'han d'eliminar les rebaves i les rebaves que es formen després de la soldadura, ja que contribueixen a l'aparició de remolins turbulents en el flux d'aigua amb l'erosió concomitant, que provocarà una disminució de la vida útil de la canonada de coure.
- El sobreescalfament durant la soldadura, especialment fort, pot provocar una connexió amb fuites o una pèrdua de resistència del coure, fins a un esclat.
- El flux utilitzat en la soldadura s'ha d'eliminar mitjançant el rentat, ja que és una substància agressiva i pot contribuir a la corrosió de les canonades.
- Està prohibit muntar elements d'alumini, zinc, acer després de canonades de coure en la direcció del flux d'aigua per evitar la corrosió d'aquests últims. Si no es compleix aquesta condició, cal l'ús d'ànodes passius (de magnesi, per exemple).
- Es recomana que la transició del coure a una canonada d'altres metalls es faci mitjançant accessoris de llautó, bronze o acer inoxidable per evitar la ràpida corrosió d'aquests últims.
Malgrat les restriccions d'ús existents, avui dia les canonades de coure es consideren el millor material per organitzar sistemes de fontaneria.
Mètodes de connexió de canonades de coure
A la pràctica, les canonades de coure per a la calefacció es connecten de les maneres següents.
La soldadura capil·lar és el mètode de muntatge més fiable. Per fer-ho, necessitareu una torxa i una soldadura especial.
 El següent mètode més fiable és la connexió amb accessoris de premsa. Aquest mètode requereix l'ús de pinces de premsar. Tot i que aquest mètode és una mica inferior a la qualitat de la soldadura, s'utilitza amb força freqüència, ja que pràcticament no requereix formació especial. L'ús d'aquest mètode de connexió és possible si la pressió del portador d'energia no supera les 10 atmosferes.
El següent mètode més fiable és la connexió amb accessoris de premsa. Aquest mètode requereix l'ús de pinces de premsar. Tot i que aquest mètode és una mica inferior a la qualitat de la soldadura, s'utilitza amb força freqüència, ja que pràcticament no requereix formació especial. L'ús d'aquest mètode de connexió és possible si la pressió del portador d'energia no supera les 10 atmosferes.
Connexió amb accessoris de compressió. La forma més senzilla d'unir les peces de coure del sistema de calefacció, només calen claus de mida adequada de l'equip. Aquesta senzillesa va afectar una mica la qualitat de la connexió, la raó del problema més sovint rau en la qualitat dels accessoris i no en la canonada en si.
Com simplificar la instal·lació de la calefacció
Aquí teniu el que més és interessant saber sobre la calefacció a partir de canonades de coure: la instal·lació del sistema es pot simplificar molt i fer-la més fiable. Això és possible a causa del fet que les canonades metàl·liques són de coure, són altament dúctils. A més, aquesta canonada es produeix no només en forma de materials mesurats, sinó que és possible comprar-la en bobines de longitud considerable. Això us permet muntar el sistema pràcticament sense juntes lineals.
En aquest cas, la configuració necessària de la línia de calefacció s'aconsegueix doblegant la canonada, no caldrà fer servir accessoris de cantonada. També hi ha la possibilitat d'inserció transversal de canonades amb soldadura posterior.
Per doblegar la canonada de coure i evitar-ne la deformació, procediu de la següent manera.
Per doblegar canonades de calefacció de coure sense preescalfar, haureu d'utilitzar un dispositiu especial: un doblador de canonades. Permet obtenir un angle de flexió determinat, alhora que evita la deformació de la canonada. Si intenteu fer-ho manualment, obtindreu material danyat, ja que en gairebé tots els casos la secció interna està molt alterada, la qual cosa crea una resistència addicional, provocant una disminució de la circulació del portador d'energia.
Més senzill, i encara més que no requereix dispositius complexos, és la flexió de canonades escalfades. Per fer-ho, les canonades s'escalfen amb un cremador, primer s'han de posar en una espiral especial, que evitarà una disminució de la secció transversal. El revolt es realitza mitjançant un moviment suau sense sacsejades.










Recordeu que només serà possible corregir l'angle després del reescalfament, però això també és indesitjable, aquest impacte pot afectar negativament les propietats de la canonada.
Soldadura capil·lar
Aquest mètode de connexió de canonades de coure es basa en l'acció de les forces de tensió superficial, que permeten omplir la junta dels elements connectats amb soldadura.
Per obtenir una connexió d'alta qualitat, s'han de complir les condicions següents:
- Les peces a unir es connecten pel mètode de presa. Per fer-ho, l'extrem d'un element s'ha d'acampar (ampliar), tingueu en compte que l'espai entre les canonades a la unió ha de ser dècimes de mil·límetre.Per a aquest propòsit, és millor utilitzar un expansor especial o una eina de brida (per a la inserció de canonades).
- Les canonades es netegen, segons la soldadura, s'han de tractar amb flux.
- Després de connectar les peces de treball, comenceu a escalfar uniformement la junta. Després d'arribar a la temperatura requerida, introduïu el cable de soldadura a la flama. Durant el procés de fusió, la soldadura líquida omplirà tot l'espai entre les canonades a la junta.
La tecnologia de la soldadura capil·lar, per descomptat, té els seus propis matisos, la consideració dels quals és impossible en el volum d'un article. Però aquest tipus de connexió és la més utilitzada, perquè la calefacció amb canonades de coure ha de ser bonica per igualar el seu cost.
Núm. 6. Tubs de coure per a la calefacció
Continuem l'estudi de les canonades de calefacció metàl·liques. Les canonades de coure es van començar a utilitzar ja al segle XVII i encara s'utilitzen activament, malgrat l'aparició d'opcions més barates.
Avantatges:
- durabilitat en comparació amb la vida útil dels edificis. Les canonades i accessoris de coure no perden les seves qualitats durant 100 anys o més;
- resistència a la corrosió, alta estanquitat, manca de capacitat de passar l'aire i acumular dipòsits a la superfície interior, per tant, amb els anys, el rendiment de les canonades no disminueix;
- alta conductivitat tèrmica;
- resistència a temperatures extremes (interval de temperatura de funcionament de -200 a +500С) i pujades de pressió al sistema;
- aspecte estètic.
El principal desavantatge és el preu elevat. No només el material en si és car, sinó que els principals fabricants es concentren fora del país.
Si tenim en compte la durabilitat del material i l'absència de problemes en els propers 100 anys, el cost no sembla un inconvenient tan important.Si la qüestió de triar les canonades de calefacció no depèn del pressupost, les canonades de coure seran la millor opció.
El procés d'instal·lació és específic, per la qual cosa és millor demanar ajuda a professionals.
Perquè el sistema de calefacció funcioni durant molts anys, és millor no combinar canonades de coure amb canonades d'acer no aliat. Aquest últim s'oxidarà molt ràpidament. Si aquesta combinació no es pot evitar, deixeu que les canonades d'acer estiguin davant de les canonades de coure en la direcció del moviment de l'aigua.

Varietat de productes de coure

Les canonades de coure es classifiquen segons diferents criteris. Un dels principals és la manera de fer-los. Segons aquest criteri, els productes es divideixen en els següents tipus:
- Tubs de coure no recoberts. Estan fets de metall pur mitjançant laminació o estampació. Les canonades tenen una gran resistència i suporten fàcilment una pressió de 450 MPa. L'ús d'aquest mètode té alguns inconvenients. El resultat és un material amb plasticitat reduïda, que limita una mica el seu abast.
- Recuit. El processament de canonades es realitza mitjançant una tecnologia especial. La seva essència rau a escalfar el material a 700 graus, seguit de refredament. El refredament es realitza de manera gradual. Com a resultat d'aquest processament, els productes de coure perden la seva força. En canvi, la seva plasticitat augmenta. A causa d'aquesta característica, la canonada de coure s'utilitza àmpliament per a la construcció d'una canonada que té una configuració complexa.
Segons les normes, les canonades de coure es fabriquen en tres tipus, que presenten diferències característiques quant a propietats mecàniques i operatives. Així, depenent del grau de duresa, els productes de coure es divideixen en els següents tipus:
- Sòlid.Els productes s'utilitzen àmpliament per a canonades, que han de tenir una gran resistència. La distribució de la canonada durant el procés d'instal·lació només es realitza mitjançant preescalfament. La canonada pot tenir diverses voltes. Per doblegar la canonada a l'angle seleccionat, heu d'utilitzar una dobladora de canonades.
- Semi-sòlid. Les canonades de coure d'aquest tipus poden suportar fàcilment l'expansió si el diàmetre augmenta un 15%. El producte té una major plasticitat que el material anterior. Però, tanmateix, necessiteu un doblador de tubs per doblegar-lo.
- Tubs tous. Capaç de suportar la distribució amb un augment d'un quart de diàmetre. En aquest cas, no hi ha buits ni esquerdes. El producte és fàcil de doblegar. Per això, no cal escalfar el material. Les canonades de coure tou s'utilitzen àmpliament per a sistemes de calefacció i subministrament d'aigua. També s'utilitzen àmpliament per col·locar calefacció per terra radiant.
A més, les canonades de coure es classifiquen segons la forma de la secció. Són rodons o rectangulars. Aquesta última opció és molt més cara. Les canonades rectangulars s'utilitzen per a la fabricació de conductors especials en equips elèctrics. A més, les canonades de coure poden tenir diferents gruixos de paret (0,6 - 3 mm) i diàmetres (12 - 267 mm). En diferents àrees s'utilitzen productes amb determinats paràmetres. Tan, Les canonades s'utilitzen per construir un gasoducte, el gruix de la paret és d'1 mm, i a la fontaneria - 2 mm.
Producció
Per a la construcció de canonades per al subministrament d'aigua i calefacció, s'utilitzen productes de coure sense costures. Es fan amb tres tecnologies:
- laminació en fred: la deformació de la peça metàl·lica es produeix quan passa entre rotlles giratoris. Es crea un forat passant pel mètode del firmware.A continuació, la màniga es calibra a les dimensions desitjades;
- estirat en fred: es basa en estirar la peça a través d'una eina de dibuix (eina de dibuix) amb un canal especial que es redueix en longitud. En el procés de dibuix, el metall es comprimeix als paràmetres geomètrics requerits i s'estira al llarg de la longitud;
- premsat en calent - obtenció d'un tub per extrusió (extrusió) a través de la sortida de la matriu.
En la producció industrial, es pot utilitzar una d'aquestes tecnologies o una combinació d'elles. La composició de l'equip i les operacions tecnològiques poden tenir algunes diferències, però el procés de fabricació principal sempre consta dels passos següents:
- preparació de la peça;
- laminació en fred o estirat o premsat en calent;
- tractament tèrmic;
- lubricació de canonades i eines;
- processament de productes acabats i intermedis;
- tallar en peces mesurades o enrotllar en bobines;
- control de qualitat dels productes acabats.
Mètode 2: ranurat
Les canonades creades per una connexió amb solcs extrems (solcs moletejats) s'han practicat durant molt de temps en la construcció de sistemes d'incendis per aspersió (reg). Des de 1925, aquest mètode completament fiable de connexió de canonades s'ha utilitzat en canonades d'acer i ferro per a calefacció, ventilació, aire condicionat i altres sistemes.










Mentrestant, també està disponible un mètode de connexió mecànica moleteada similar per a canonades de coure amb un diàmetre de 50 mm a 200 mm. El kit de connexió mecànica moleteada conté:
- acoblaments,
- juntes,
- diversos accessoris.
El sistema de moletejat mecànic ofereix una alternativa pràctica a la soldadura de canonades de coure de major diàmetre. En conseqüència, el mètode de moletejat no requereix escalfament addicional (aplicació d'una flama oberta), com en el cas de la soldadura. soldadura dura o suau.
La ranura moletejada a l'extrem de la canonada de coure és un dels elements principals del mètode de connexió de la "solca moleteada". La mesura després de l'enrotllament determina l'ajust adequat
La unió de ranures es basa en les propietats de ductilitat del coure i l'augment de la resistència d'aquest metall durant el treball en fred. El disseny consisteix a segellar el sistema de subjecció, per al qual s'utilitza una junta d'elastòmer sintètic (EPDM - Ethylene Propylene Diene Meethylene) i una pinça especialment dissenyada. Diversos fabricants d'arreu del món ofereixen eines per crear juntes de ranura: juntes, pinces, accessoris.
En el disseny de connexions realitzades pel mètode de la ranura moleteada s'utilitzen accessoris de diferents mides i pinces de treball amb juntes.
Preparació i realització d'una connexió de solc moletat
Igual que amb altres processos d'unió de coure sense soldadura, la preparació adequada de l'extrem de la canonada és de primordial importància per crear una soldadura forta i estanca. L'elecció correcta de l'eina de moletejat per a cada tipus de canonada de coure també és òbvia. S'han de seguir les recomanacions del fabricant per garantir una preparació segura i sense problemes d'aquest tipus de connexions.
Taula de pressions i temperatures permeses per a aquest tipus de connexió
| Tipus de connexió | Interval de pressió, kPa | Interval de temperatura, ºC |
| Ranura, D = 50,8 - 203,2 mm, tipus K, L | 0 — 2065 | menys 35 / més 120 per a K menys 30 / més 80 per a L |
| Ranura del rodet, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tipus M | 0 — 1725 | menys 35 / més 120 |
| 0 — 1375 | menys 30 / més 80 |
Procés pas a pas per muntar un nus amb solcs estriats:
- Talleu a mida els extrems de les canonades de coure exactament perpendiculars a l'eix.
- Traieu les rebaves després de tallar i xamfar.
- Rotlleu les ranures a les dimensions desitjades tal com ho requereixi el fabricant de l'accessori.
- Inspeccioneu els accessoris, les juntes i les pinces per si hi ha danys.
- Lubriqueu les juntes segons les recomanacions del fabricant.
Abans del muntatge final, inspeccioneu les superfícies de subjecció per a la neteja i les deixalles. Muntar el compost segons les recomanacions del fabricant.
Fragment pràcticament muntat del node mitjançant el mètode de "solc de moletejat". Les juntes elàstiques del suport de subjecció es tracten amb una petita quantitat de lubricant abans de l'assentament final de les canonades de coure.
Finalment, les femelles de la pinça s'han d'apretar al parell requerit segons les recomanacions del fabricant. Després d'apretar els cargols, s'ha de tornar a examinar la zona de la pinça per assegurar-se que el conjunt està ben muntat.
Prova del sistema de moletejats complet
Les proves d'un sistema complet de canonades es poden realitzar aplicant pressió d'aire o aigua al sistema. Tampoc es descarta el mètode hidropneumàtic quan s'aplica una pressió de prova relativament alta.
No obstant això, s'ha de tenir en compte que el valor de la pressió de prova no ha de superar la pressió de treball màxima permesa especificada pel fabricant del sistema de ranura estriada.
número 7. Tubs de polipropilè per a calefacció
Les canonades de polipropilè es fabriquen a partir de polímers, hi ha diversos tipus d'aquestes canonades, però les canonades de PP de propilè especial s'utilitzen normalment al sistema de calefacció. Els materials del grup termoplàstic, que inclouen tot tipus de canonades de polipropilè, són inestables a altes temperatures, per tant, per als sistemes de calefacció, només cal prendre tubs reforçats, preferiblement amb fibra de vidre. Així, per exemple, les canonades del tipus PN25 estan reforçades, suporten una pressió al sistema de fins a 25 atm i una temperatura de +95C amb un augment a curt termini fins a +120C.

Avantatges:
- vida útil relativament llarga. Segons els fabricants, la durabilitat arriba als 50 anys;
- resistencia a la corrosió. La superfície interior de les canonades es manté llisa durant tota la vida útil, sense perjudicar el rendiment. A causa de l'estanquitat, l'oxigen no passa al sistema i no danya els seus elements metàl·lics;
- alta resistència mecànica;
- pes lleuger;
- resistència a les baixes temperatures. Si l'aigua es congela a la canonada, no us haureu de preocupar per la integritat: a causa de la capacitat d'expandir-se, el material no es farà malbé i tornarà a la seva forma original després de la descongelació;
- connexió hermètica, que es proporciona mitjançant accessoris i soldadures especials;
- procés d'instal·lació relativament fàcil. Per connectar elements individuals amb accessoris, s'utilitza una màquina de soldadura especial, que popularment s'anomena ferro i soldador. Es necessiten uns segons per soldar la junta i no és difícil aprendre a treballar amb el dispositiu;
- baix nivell de soroll quan l'aigua es mou a través de canonades, especialment en comparació amb homòlegs metàl·lics;
- total inofensió per a la salut;
- preu relativament baix.Les canonades de polipropilè costaran menys que les canonades de metall-plàstic o d'acer inoxidable.
Entre els inconvenients:
- impossibilitat d'utilitzar-lo en zones perilloses d'incendi;
- una alta expansió lineal comporta la necessitat d'utilitzar compensadors.
Sovint, els desavantatges inclouen baixa resistència a la calor, baixa rigidesa i inestabilitat al cop d'ariet. Això es deu a l'elecció incorrecta de les canonades de polipropilè. Per als sistemes de calefacció, només es necessiten productes reforçats que no s'enfonsin, suportin altes temperatures i pressió. A més, el procés de producció és de gran importància: si es viola la tecnologia, surten canonades de qualitat inadequada, per la qual cosa és millor donar preferència a fabricants eminents de confiança.










Vista general de preus comparatius
A la construcció, a les botigues de fontaneria, podeu comprar canonades de calefacció fetes de diferents materials:
- coure. El preu mitjà d'1 metre (20 mm de diàmetre) és de 250 rubles. Temperatures permeses del fluid de treball - fins a 500 graus centígrads. Transmeten corrents errades, la qual cosa és un inconvenient.
- Polipropilè. El preu mitjà d'1 metre és de 50 rubles. Apte per a temperatures líquides de fins a 95 graus. No s'oxiden. No suporta un fort cop d'ariet.
- Metall-plàstic. El preu mitjà d'1 metre és de 40 rubles. La temperatura màxima és de fins a 150 graus. El termini de funcionament actiu és de 15 anys.
Els preus varien segons el diàmetre, el gruix de la paret i la fama del fabricant.
 Tubs de coure per a la calefacció
Tubs de coure per a la calefacció
Tipus
Tipus de canonades de polipropilè, segons el disseny:
- sòlid - fet de plàstic homogeni;
- reforçat: en la producció s'utilitzen dos o més materials, que es combinen entre si.
Els tubs reforçats tenen diverses diferències respecte a les peces sòlides:
- la cara exterior està recoberta amb paper d'alumini;
- un recobriment d'alumini addicional pot estar dins de la peça;
- els tubs es poden reforçar amb fibra de vidre.
Classificació de canonades de polipropilè amb reforç:
- Alumini. Es pot reforçar amb una capa contínua o malla amb petits forats. La presència d'una capa addicional de metall proporciona una disminució de l'expansió tèrmica del plàstic, un augment de la força, la resistència a la pressió.
- Fibra de vidre. Tenen una estructura en capes. Les capes principals són dues capes de polipropilè, entre les quals hi ha una capa de reforç de fibra de vidre.
- Metal-polímer. Consta de 5 capes. A l'exterior i a l'interior hi ha polipropilè. Capes intermèdies - adhesiu. El central és d'alumini.
Les característiques tècniques dels productes reforçats són superiors a les de les peces fetes d'un material homogeni.
 Diversos tubs de polipropilè
Diversos tubs de polipropilè
Especificacions
Característiques tècniques de les canonades de polipropilè:
- Índex de resistència a les gelades - fins a -15 graus. Les canonades fetes d'aquest material no són adequades per a la fabricació de canonades d'aigua a l'aire lliure.
- Baixa conductivitat tèrmica. Per això, el líquid arriba d'un extrem a l'altre de la canonada amb una diferència de temperatura mínima.
- La densitat del polipropilè és de 0,91 kg/cm2.
- Resistència química del material.
- Alta taxa d'expansió lineal.
- Resistència mecànica - 35 N / mm.
- El suavització del polipropilè comença a 140 graus.
- Resistència a la calor als portadors de calor - fins a 120 graus.
- La fusió del plàstic comença a 170 graus.
- El rang de pressió de funcionament és de 10 a 25 atmosferes.
Les canonades d'aquest material es fabriquen amb diàmetres de 10 a 125 mm. Les peces es connecten mitjançant un soldador especial. Gràcies a la soldadura, s'obté una costura forta i hermètica.