- Consells i trucs
- Soldadura
- Com lubricar correctament una aixeta
- Tipus de cintes de segellat
- Segelladors adhesius anaeròbics
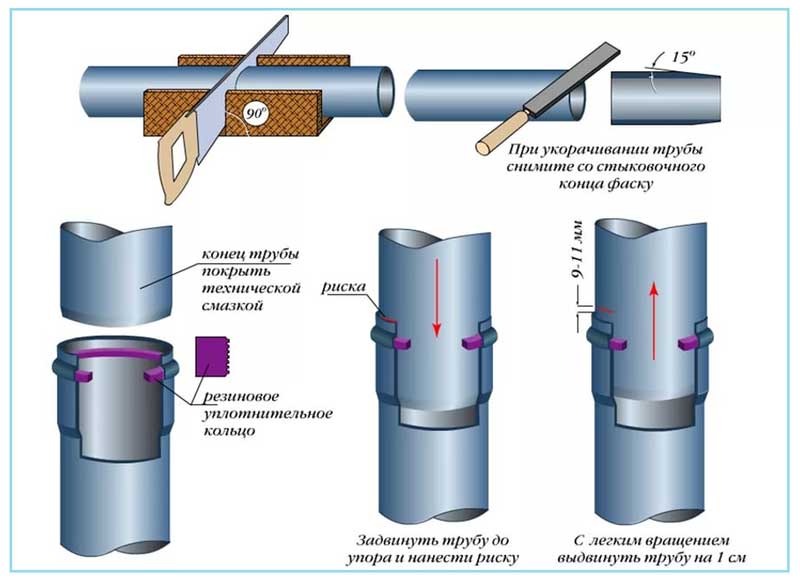
- Acoblaments
- Tubs d'acoblament fets de metall i plàstic
- Connexió de brides de canonades de gas
- GOI pasta de polir Arquímedes Norma
- Taula 1. Abrasiu GOST 3647-80
- Què és la capacitat de polir
- Ordre de repicat
- L'ordre de lliscament és el següent:
- Lli
- Quin segell és millor triar per instal·lar un sistema de calefacció
- Finalitat i varietat de termosegellants
- Principals propietats tècniques de la cinta de segellat
- Normes per soldar coure
- Soldar peces grans
- Filferros de soldadura o filferro
- Plats de soldadura o forats de soldadura en coure
- Mètodes per comprovar l'estanquitat de les connexions
- Característiques de la instal·lació de accessoris roscats
- Instruccions d'instal·lació pas a pas
- Connexió de tub metàl·lic sense rosca
- Segellat amb fil de lli
- La qüestió dels envasos
Consells i trucs
Els artesans professionals comparteixen diverses recomanacions sobre com fer que el segellat de connexions roscades sigui el més senzill i durador.
- No tingueu por que el segellador no curat surti de l'interior de la canonada. No s'endureix i durant el funcionament del sistema de subministrament d'aigua, simplement es rentarà amb aigua.Els gels anaeròbics són completament inofensius, però encara és millor deixar l'aixeta oberta una estona perquè l'excés de segellador s'elimini completament.
- En cargolar connexions tractades amb segellador de rosques, no cal estrènyer les rosques amb claus. El màxim esforç de les mans serà suficient, però realment cal embolicar-lo amb totes les vostres forces.
- Si la canonada és fràgil, no cal que intenteu desenrotllar la junta tractada amb segelladors. La calor s'ha d'aplicar immediatament. 170 graus seran suficients.
- Si és possible, el millor és abstenir-se d'utilitzar segelladors per a instal·lacions temporals. El desmuntatge de les connexions requerirà molt de temps i esforç, cosa que no es paga del tot. El millor és recórrer a l'ús de fils de segellador o de lli per a ús temporal.
Per veure les característiques del segellador de fils, vegeu el vídeo següent.
Soldadura
 Equips per soldar tubs de polietilè
Equips per soldar tubs de polietilè
Seria més correcte dir soldadura a tope. També s'utilitza per a canonades de polietilè. La condició per a la seva implantació serà la mobilitat de les dues parts articulades. En cas contrari, el procés es trencarà. En termes d'eficiència, no és inferior a l'electrofusió. Per dur a terme el treball necessitareu una unitat modular. Els seus components són una unitat hidràulica, un tallador, un soldador i un centralitzador. Per utilitzar-lo correctament, procediu de la següent manera:
- Les insercions es munten en un torn especial segons la mida de la canonada que s'està processant.
- Les canonades estan subjectades. No siguis celós, si apreteu massa els cargols, l'extrem perdrà la forma d'un cercle, cosa que provocarà problemes.
- Les zones soldades es netegen de brutícia i pols.
- Un ganivet de construcció o un altre dispositiu elimina les estelles del xamfrà, si n'hi ha.
- Al bloc hidràulic, la vàlvula s'obre lentament abans que comenci el moviment dels components al centralitzador. El valor de pressió està marcat com a treball.
- Les parts es crien, s'insereix una talladora entre elles. Comença i es torna a fer el canvi. Després d'unes quantes voltes dels ganivets, es pot agafar el dispositiu.
- Per comprovar la correcció i la uniformitat de la unió, els broquets es tornen a moure i s'inspeccionen bé.
- Les juntes es desengreixen amb un dissolvent o una tovallola amb alcohol.
- El soldador s'escalfa.
- Després d'arribar a la temperatura establerta, s'instal·la entre les peces.
- La pressió per a la soldadura s'estableix segons la taula i els mòduls centralitzadors es tornen a canviar. Es mantenen en tensió fins a la formació d'una afluència d'1 mm.
- Després d'això, s'allibera la pressió i s'escalfen uns segons més.
- Les peces es separen i s'elimina l'escalfador. En un termini de 5 segons, s'han de tornar a connectar a l'alimentació durant 5 segons més. Després d'això, s'elimina la força i s'espera el temps de refredament.
Fins a la finalització del període de temps indicat per a la refrigeració, en cap cas s'ha de retirar l'entorn ni inclinar de cap manera les canonades. Això pot provocar la despresurització.
Com lubricar correctament una aixeta
L'algorisme general per reparar qualsevol vàlvula de gas es redueix als passos següents:
- Tanqueu el subministrament de gas.
- Desactivar la xarxa elèctrica a la centralita. Si per algun motiu l'accés està bloquejat allà, apagueu tots els aparells elèctrics i llums dels endolls.
- Traieu tots els materials i estris inflamables (inclosos llumins, dissolvents, etc.).
- Tanqueu la porta de la cuina i obriu la finestra.
- Desmuntar l'aixeta.
- Tapeu el tub ascendent amb un drap humit.
- Aplicar lubricant.
- Traieu els draps i munteu l'aixeta.
- Ventilar l'habitació.
El desmuntatge de la grua requereix experiència i una precisió extrema. Si necessiteu lubricar la línia de gas a l'estufa, haureu de treure els plats giratoris (banderes) i el panell frontal o superior que hi ha a sota. S'obrirà el dispositiu de l'aixeta.

Per a les estufes del tipus Hephaestus, no cal aixecar el panell amb cremadors: la coberta frontal s'elimina per si mateixa, tot i que és bastant senzill, perquè s'adjunta a cargols autorroscants. Les vàlvules es fixen amb brides amb dos cargols; per treure-les, necessitareu un tornavís Phillips.
Tipus de cintes de segellat
Aquest material es produeix en forma de bobinat en una bobina de fins a 10 metres de llarg. S'utilitza amb èxit per enrotllar rosques de canonades en sistemes de pressió, com ara fontaneria, gas i calefacció.
La seva finalitat en les juntes és un farciment deformable que actua com a lubricant de fils, contribuint a augmentar l'estanquitat. Aquest segell està disponible en 3 tipus:
- tipus 1 - per al seu ús en sistemes de canonades per al transport de líquids agressius, utilitzats amb vaselina purificada;
- tipus 2: per bombejar oxidants forts, que prohibeix l'ús d'un segellador addicional en forma d'olis;
- tipus 3: s'utilitza per transportar líquids i gasos relativament purs, s'exclou l'ús de lubricació.
Segelladors adhesius anaeròbics
Aquest material té una bona viscositat i consistència líquida. Poden trobar-se molt de temps a l'aire lliure sense canviar les seves propietats. Quan entren en juntes roscades on no hi ha aire, polimeritzen sense contracció. El resultat és una substància molt forta i sòlida, similar en propietats al plàstic. Proporciona un segellat excel·lent i omple completament el buit de la rosca, independentment de la pressió del líquid o del gas a les canonades.Un avantatge important dels adhesius anaeròbics és que només es converteixen en una substància sòlida en connexions roscades, i a l'aire lliure romanen líquids i no obstrueixen equips i vàlvules. Es poden treure fàcilment de la superfície. Aquest material s'utilitza àmpliament a la indústria.
Els adhesius anaeròbics es poden aplicar fàcilment directament des de l'envàs. Quan es realitza treballs a granel, val la pena utilitzar dispensadors. Els diferents tipus d'adhesius tenen diferents temps de polimerització de la substància, des de 3 minuts fins a diverses hores. L'elecció d'un adhesiu particular depèn de la tasca tècnica. Si necessiteu una instal·lació ràpida, haureu d'utilitzar un adhesiu amb un temps de curat curt. En una situació en què cal ajustar la connexió, podeu triar un adhesiu que adquireixi la seva forma definitiva al cap d'un temps.
Una junta segellada amb adhesiu anaeròbic es pot desmuntar amb eines convencionals. Després de la curació, l'adhesiu no és tòxic, la qual cosa el fa adequat per al seu ús en la indústria alimentària. La temperatura de funcionament dels segelladors anaeròbics és de -55 a +150 graus centígrads. Alguns tipus de cola poden suportar fins a +200 graus. Quan s'exposen breument a temperatures més altes, poden continuar fent la seva feina sense canviar les propietats.
El cost dels adhesius anaeròbics és superior al d'altres tipus de segelladors. Tanmateix, calculen completament el preu declarat. La fiabilitat de la connexió amb adhesiu anaeròbic és molt superior a qualsevol altre material. Cada propietari tria el que és més important per a ell: la confiança i la fiabilitat o la probabilitat de grans pèrdues en cas d'avaria del sistema.
Els avantatges indubtables d'un segellador adhesiu anaeròbic inclouen la facilitat d'ús, el segellat de rosques independentment de la força, la instal·lació fàcil del sistema a causa de la lubricitat, la capacitat de suportar més pressió de gas o líquid, una millor relació qualitat-preu, preservació de la forma líquida a l'aire lliure. aire.
Els inconvenients d'aquesta substància inclouen la impossibilitat d'utilitzar-la en un ambient oxidant i d'oxigen i a baixes temperatures a causa de l'augment del temps de polimerització. Aquesta composició es pot utilitzar exclusivament en fils secs i no es recomana per a la instal·lació de canonades amb un diàmetre superior a M80.
Acoblaments
En reparar sistemes de gas i aigua o col·locar-ne de nous, sorgeix la pregunta: quina és la millor manera de connectar els aixetes i segellar les juntes que han aparegut.
Si estem parlant de connexions desmuntables, el millor és connectar les elevacions amb l'ajuda d'acoblaments. Es poden utilitzar tant en forma de accessoris com d'adaptadors, si les dimensions lineals, inclosos els diàmetres de les connexions de canonades roscades, són diferents.
- fiabilitat;
- disponibilitat i amplitud de l'assortiment;
- velocitat, facilitat de muntatge i desmuntatge;
- baix cost.
Depenent dels tipus d'elevadors, es produeixen accessoris de connexió similars. El segellador es selecciona de la mateixa manera. Si els accessoris metàl·lics solen segellar amb remolc amb pintura a l'oli, la cinta FUM i el segellador sintètic, en particular un segellador anaeròbic, són els més adequats per a peces de plàstic.
Tubs d'acoblament fets de metall i plàstic
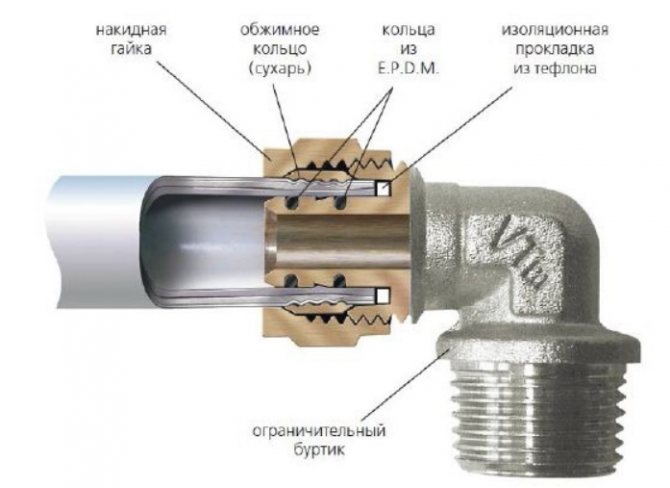
La popularitat de les canonades de polímer a la xarxa domèstica sovint requereix la seva connexió a canonades metàl·liques existents. Per a això, s'utilitzen adaptadors especials. Els més comuns són els accessoris anomenats "americans" o "mugells".







L'adaptador americà consta de dues parts. En un extrem de la peça metàl·lica s'aplica una rosca externa o interna, segons el tipus de tall de la canonada a connectar. A l'altre extrem hi ha un fil extern. La segona part és de plàstic, acabada amb una femella d'unió amb una rosca interna. Les dues parts estan interconnectades cargolant la femella a la rosca de l'element metàl·lic. Segellat de la junta: mitjançant una junta de segellat a l'interior de la femella d'unió.
Adaptador americà que connecta metall i plàstic
La primera part de l'adaptador es cargola a la canonada metàl·lica que s'ha de connectar i la canonada de sortida es solda mitjançant soldadura de polímer a la canonada de plàstic.
Un racó de mugró és una funda de polímer, dins de la qual es solda una peça metàl·lica roscada. Proporciona una unió amb una canonada d'acer i la pròpia màniga està soldada a una canonada de plàstic.
Connexió de brides de canonades de gas
 La connexió de brida és el tipus més comú de connexió de canonada desmuntable.
La connexió de brida és el tipus més comú de connexió de canonada desmuntable.
A causa de la senzillesa del disseny, la facilitat de desmuntatge i muntatge. Però al mateix temps, hi ha un alt cost de treball i una baixa fiabilitat de la connexió en comparació amb la soldadura.
I si la pressió del medi transportat canvia, es pot produir una fuita de gas.
La connexió de brida consta de:
- de 2 brides;
- elements de fixació: tacs, cargols, femelles;
- Junta tòrica o junta.
Aplicat més sovint juntes de goma tècnica, cartró d'amiant o làmina de paronita.
Hola estimats lectors. La qüestió de com segellar els fils d'una canonada de gas és força rellevant. Al cap i a la fi, aquesta és una zona molt vulnerable. Aquí és on es produeixen la majoria de les fuites.
GOI pasta de polir Arquímedes Norma
Pasta GOI polint Arquímedes Norma significa per polir metalls, vidre i plàstic. També es pot utilitzar per preparar la superfície per al poliment. La pasta permet l'ús tant manual com mecànic en tot tipus de pintura. La pasta està dissenyada per eliminar: capa superficial oxidada; zones pigmentades de pintura; defectes de recobriment; rascades i rascades; rastres tossuts d'insectes.
Taula 1. Abrasiu GOST 3647-80
| Grups | Habitacions | Grups | Habitacions |
| gra | Mida del gra µm | gra | Designació |
| Poliment de gra | Pols de mòlta | ||
| Vidre, corindó o una barreja | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Micro pols de mòlta | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Composició percentual. | aspre | Mitjana | Prim |
| Òxid de crom | 81 | 76 | 74 |
| gel de sílice | 2 | 2 | 1,8 |
| àcid esteàric | 10 | 10 | 10 |
| dividir el greix | 5 | 10 | 10 |
| àcid oleic | — | — | 2 |
| bicarbonat de sodi | — | — | 0,21 |
| querosè | 2 | 2 | 2 |

Arròs. 3 . Pols i pasta abrasives GOI.
Què és la capacitat de polir
La prova estàndard de la capacitat de poliment es realitza de la següent manera: els moviments caòtics d'una placa d'acer endurit o de llautó es realitzen de manera caòtica sobre una placa de ferro colat de 400 per 450 mm. en total donant 40 metres de recorregut a una certa pressió. La pasta rugosa elimina aproximadament 40 micres de metall. mitjà, unes 5 micres, prim 0,25 micres.
Ordre de repicat
Les vàlvules d'obturació es produeixen en 3 tipus: amb un cos de ferro colat i un tap de llautó, amb un cos de llautó i un tap de llautó i completament de ferro colat.
L'ordre de lliscament és el següent:
- Si la vàlvula es retorça des de la canonada, el cos es subjecta en un teix amb poca força, per no danyar el cos, amb un gran diàmetre de con cap amunt:
- La pasta mitjana GOI es dilueix amb querosè i s'aplica uniformement amb un pinzell al cos de suro;
- El botó està connectat a un forat roscat especial a la part inferior del con;
- El suro s'introdueix al cos i es gira diverses vegades amb una lleugera pressió;
- Per què es fan 5 - 6 moviments amb la mà a uns 180 °, si no hi ha solcs greus al suro o al cos, això és suficient;
- Traieu i inspeccioneu el suro, si hi apareixen solcs negres de la pasta, cal netejar les peces i repetir l'intent fins que desaparegui la foscor;
- A continuació, netegeu amb cura el suro i el cos. Apliqueu diverses tires longitudinals de guix al con, introduïu el tap i gireu-lo, després inspeccioneu-los, les osques de guix s'han de distribuir uniformement per tota la superfície de les parts d'acoblament;
- Després d'això, les superfícies d'acoblament es tornen a netejar a fons i, després d'aplicar el greix de segellat per a vàlvules de gas, es munten. Cal estrènyer els forats roscats amb estopa o fum. La cinta és millor amb greix de segellat. El greix de segellat per a les aixetes de gas es pot comprar a una botiga de lampisteria especialitzada o demanar-lo a nombrosos recursos en línia.
Finalment, comproveu si hi ha fuites amb aigua sabonosa, no es permet la inflació de bombolles.
Perquè l'aixeta funcioni correctament, és necessari que la rotació de l'endoll al cos de l'aixeta es produeixi sense esforç, garantint un segellat fiable. Per a aquests propòsits, s'utilitzen compostos especials de segellat i antifricció. Els lubricants de segellat tenen una concentració més dura i s'utilitzen per segellar les peces d'acoblament. Els lubricants antifricció són menys viscosos i estan dissenyats per separar les parts mòbils. Els lubricants han de proporcionar un funcionament fiable quan s'escalfen fins a 300C. Al compost de segellat s'afegeixen substàncies sòlides com ara xips de grafit o fluoroplàstics. Els lubricants antifricció poden estar basats en greix o silicona.
Lli

El fil de lli és un mètode antic, però provat de compactació. A més, el podeu comprar a les botigues de lampisteria.
Abans de comprar, heu de tenir en compte alguns factors:
- quin és el gruix del fil;
- si hi ha una olor desagradable o partícules de deixalles;
- El fil és prou elàstic?
També cal tenir en compte que el lli no és adequat per a tots els sistemes de canonades. L'aigua i la temperatura condueixen a la descomposició, i en el sistema de calefacció es cremarà en poc temps.








Les pastes de segellat modernes són millors per promoure l'òxid en els accessoris de connexió i les canonades de gas.

El ferro mínim sol ser el material més utilitzat. La pasta de bricolatge és barata i alegre. Per fer-ho, agafeu el blanc i aboqueu-hi una mica d'oli assecant, remeneu la barreja fins que adquireixi una consistència semblant a la de la crema agra.
S'ha d'aplicar en una capa petita i fina directament sobre el propi fil. Distribuir i assecar uniformement el material. El blanc de plom vermell funciona millor amb tubs d'acer.
A causa del fet que la capa superior de ferro està oxidada, els compostos insolubles no deixen passar les molècules d'ozó, segons el principi de la màgia.
Compreu pastes hermètiques llestes per al seu ús en botigues especialitzades:
Gebatout 2 (pasta a base de càrregues minerals i polímers sintètics). Pastum GAS (inhibidor de corrosió, farcits).
Multipak (oli de parafina natural amb inclusió de minerals). Unipak (minerals naturals, àcids grassos). L'absència dels fons anteriors no és cap problema.
El procés de treball és el següent: separem part del lli de tota la madeixa, dos llumins de gruix. Enrotllem sobre una connexió roscada, començant des de la base de la canonada i fins al final.
Després d'això, recobrim l'estructura formada amb pasta, això és necessari perquè les articulacions s'enganxin fortament.
Quin segell és millor triar per instal·lar un sistema de calefacció
Fins ara, els principals criteris per escollir la millor tecnologia per segellar rosques en connexions de sistemes de calefacció són l'experiència i els materials amb els quals cal treballar.
Per tant, quan es treballa amb radiadors i vàlvules de ferro colat, la millor opció per a ells és utilitzar un fil de lli amb pasta de fontaneria o segellador de silicona resistent a la calor.
Per a connexions de petit diàmetre de fins a 25 mm des d'accessoris de marca, es recomana utilitzar cinta FUM o segellador adhesiu.
Per instal·lar aixetes o connectar radiadors d'acer, alumini o bimetàl·lics, podeu utilitzar tot l'arsenal de maneres de segellar connexions.
L'únic punt al qual cal prestar atenció és que quan instal·leu canonades de coure, heu d'estudiar acuradament les instruccions del segellador per excloure la incompatibilitat de la composició de l'adhesiu i el metall no fèrric.
Finalitat i varietat de termosegellants
Cal tenir en compte que és difícil prescindir del segellador en molts àmbits de la vida humana, des de la vida quotidiana fins al sector industrial. Al cap i a la fi, què fem si cal eliminar els buits, per exemple, entre una paret i els marcs de les finestres? Així és, anem a la botiga i comprem silicona. Però una simple cola farà totes les seves funcions quan s'exposa a temperatures molt altes? La resposta a aquesta pregunta és inequívoca: no. Per descomptat, el seu règim de temperatura és bastant gran i, en casos individuals, pot arribar als 200 ° C, però sovint això no és suficient. I no totes les substàncies de segellat conserven les seves propietats fins i tot a aquesta temperatura.







Per tant, s'utilitza un segellador resistent a la calor per aïllar les juntes d'objectes "calents". Aquests inclouen canonades d'ACS, forns de foc obert, xemeneies, xemeneies, motors, inclosos els motors d'automòbil, elements de turbines, compressors, bombes, així com unitats que funcionen amb vapor, en medis químics i gasosos. Aquests segelladors es divideixen en silicona i silicat.
El primer segellador d'alta temperatura és una substància en forma de pasta de to vermell, marró i marró vermellós. El seu component principal és el cautxú de silicona, i gràcies als òxids de ferro s'aconsegueix la resistència a la calor desitjada. Aquests segelladors es divideixen en neutres i àcids. Aquests últims tenen limitacions d'ús, ja que l'àcid alliberat durant la solidificació afecta negativament les superfícies de pedra, formigó i metall.Per tant, aquestes composicions "agressives" són aplicables per treballar amb fusta, vidre, plàstic i ceràmica. Els neutrals no tenen restriccions, perquè en aquest cas, durant la vulcanització s'alliberen líquids i aigua segurs que contenen alcohol.
A més de la composició, els segelladors de silicona també es divideixen en funció de l'àmbit d'aplicació.
- Les opcions alimentàries no contenen toxines i són absolutament segures per a la salut humana.
- La cola termofusible sanitària ha trobat la seva aplicació en medicina.
- El segellador resistent a la calor per al motor és resistent a components agressius, anticongelants, olis i altres productes químics per a automòbils, així com una major plasticitat. Aquesta fusió calenta sol tenir un color vermell.
- Els segelladors d'alta temperatura per a forns també són molt populars. S'utilitzen a la indústria i a la vida quotidiana per unir estructures de forns.
- Les composicions universals poden tractar gairebé totes les superfícies i juntes de la zona afectada per la calor.
Els segelladors de silicat són més resistents a la calor i poden suportar fins a 1500 ° C, per tant s'utilitzen en estructures en contacte amb foc obert. Es basen en silicat de sodi. A causa del color, aquests segelladors també s'anomenen negres. El més recomanable és utilitzar-los per processar esquerdes a xemeneies, xemeneies, forns, forns, incloent-hi foc obert, calderes de calefacció, etc.
Principals propietats tècniques de la cinta de segellat
La cinta FUM té les següents característiques:
- Coeficient de fricció reduït. El segell fluoroplàstic, a més de la plasticitat, és relliscós, cosa que simplifica els accessoris d'ajust.
- Estabilitat tèrmica, permetent suportar temperatures de fins a 260 graus sense destrucció i pèrdua de propietats de segellat. A més, els fluoroplàstics són dielèctrics molt eficients.
- Força i plasticitat.Els segells fets d'aquest material funcionen de manera estable a pressions de fins a 10 MPa i són capaços de suportar càrregues a curt termini de fins a 42 MPa, per exemple, les que es produeixen durant els xocs hidràulics en sistemes de canonades. La vida útil d'un segell fet de cinta FUM (fumka) es determina en 13 anys. Es descompon més ràpidament quan s'exposa a la llum, però això no és per al nostre cas, només cal tenir en compte aquest factor a l'hora d'organitzar l'emmagatzematge del material.
- passivitat química. No subjecte a destrucció sota la influència d'àcids i àlcalis, que es determina per la distribució uniforme dels àtoms de fluor a la superfície del producte. Encara no s'han inventat dissolvents capaços de destruir aquest segellador. Resistent als processos de descomposició.
Com utilitzar correctament la cinta FUM per a canonades de gas i fontaneria, ho considerarem amb més detall.
Normes per soldar coure
Quan cal soldar un producte de coure o un producte que conté components de coure, és impossible donar una resposta inequívoca sobre com i quina és la millor manera de fer-ho. L'elecció del mètode i les eines depèn de molts factors, com ara la mida i el pes de les peces, la seva composició. També es té en compte la càrrega a la qual s'han de sotmetre els productes ja soldats. Hi ha diversos mètodes de soldadura, i és millor conèixer-los tots per triar el més adequat si cal.
Soldar peces grans
Esquema de soldadura capil·lar del coure.
Si necessiteu soldar peces massives o grans que no es poden escalfar a la temperatura desitjada amb un soldador, s'utilitza una torxa i una soldadura de coure. El flux en aquest cas és el borax. Força soldadura de coure-fòsfor superior a la llauna estàndard.
S'aplica una fina capa de flux a la canonada o filferro netejat mecànicament. Després d'això, es posa un accessori a la canonada, també es neteja mecànicament.Amb un cremador de gas, la unió s'escalfa fins que el coure recobert de flux canvia de color. El flux hauria de ser de color platejat, després del qual podeu afegir soldadura. La soldadura es fon a l'instant i penetra a l'espai entre la canonada i la connexió. Quan comencen a quedar gotes de soldadura a la superfície de les canonades, la soldadura s'elimina.
No sobreescalfeu les canonades, ja que això no contribueix a l'aparició d'un major efecte capil·lar. Per contra, el coure escalfat fins a la negra és menys soldable. Si el metall comença a ennegrer-se, s'ha d'aturar l'escalfament.
Filferros de soldadura o filferro
La soldadura de clorur de zinc no s'ha d'utilitzar per soldar cables de coure prims, ja que això destruirà el coure. Si no hi ha flux disponible, en aquest cas podeu dissoldre una pastilla d'aspirina en 10-20 ml d'aigua.
Esquema de soldadura de coure en un ambient de gas inert.
El filferro de coure o les peces fetes de filferro de diverses seccions es poden escalfar fàcilment a la temperatura desitjada mitjançant un soldador. El règim de temperatura ha de ser aquell en què es fon la soldadura, estany o plom-estany, i la soldadura també la realitza. Els fluxos han de contenir colofonia o estar fets de colofonia, oli de soldadura o fins i tot es pot utilitzar la colofonia.
La superfície del cable es neteja de brutícia i pel·lícula d'òxid, després de la qual cosa les peces es conserven. Aquest procés consisteix a aplicar una fina capa de flux o colofonia al coure escalfat, i després soldar, que es distribueix per la superfície de la manera més uniforme possible amb un soldador. Les peces que cal connectar es connecten i es tornen a escalfar amb un soldador fins que la soldadura ja solidificada es torna a fondre. Quan això passa, s'elimina el soldador i l'articulació es refreda.
Les peces es poden subjectar en un vici de manera que la distància entre elles sigui d'1-2 mm. El flux s'aplica a les peces i s'escalfa. La soldadura es porta al buit entre les parts calentes, que es fon i omple el buit. La temperatura de fusió de la soldadura per soldar d'aquesta manera ha de ser inferior a la temperatura de fusió del coure, de manera que les peces no es deformin. La peça es refreda, després es renta amb aigua i s'acaba, si cal, amb paper de vidre fins que quedi llisa i uniforme.
Plats de soldadura o forats de soldadura en coure
Quan es solden plats, s'utilitza estany pur, el punt de fusió del qual és més alt que el de l'estany o la soldadura que conté plom. De vegades, per soldar peces grans, s'utilitzen soldadors de martell, escalfats a foc obert amb un cremador de gas o bufador. En el futur, tot passa segons l'esquema estàndard: neteja, flux i estanyat, unió de peces i escalfament amb un soldador. És per a aquest soldador que és convenient la soldadura d'estany pura.
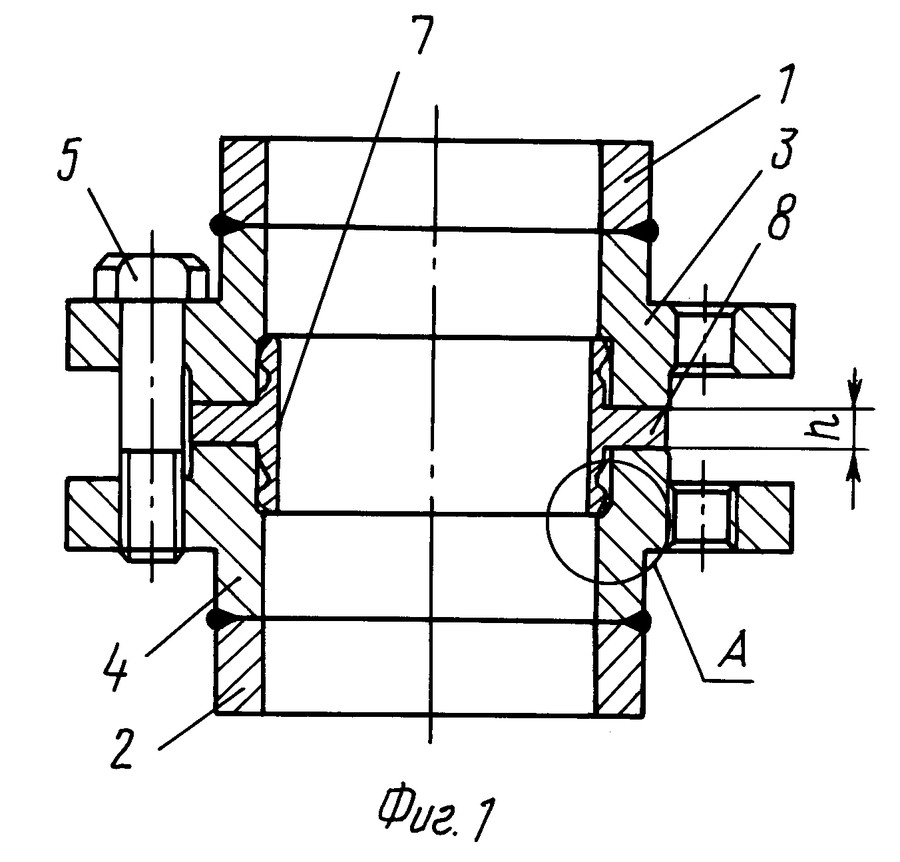
Des de l'interior, l'accessori, per regla general, té una vora que impedeix que s'enfili per la canonada. Es pot treure amb una llima gruixuda si cal empènyer la connexió a la canonada més enllà del previst i el forat innecessari s'ha de segellar d'aquesta manera.
Mètodes per comprovar l'estanquitat de les connexions
L'estanquitat del gasoducte es comprova per seccions. En la situació dels edificis d'apartaments, es selecciona un segment del lloc on s'injecta combustible a l'edifici a les aixetes per a l'equip domèstic.
Els taps es col·loquen als extrems de la secció. La pressió a les canonades supera els valors estàndard en un 25%. La caiguda de pressió és un motiu per comprovar les connexions.
La integritat de les articulacions, branques i punts de connexió dels equips es comprova de dues maneres:
- Amb un indicador de fuites de gas.
- Mitjançant l'aplicació d'una solució de sabó, emulsió.
En el primer cas, un senyal digital, sonor o de color del dispositiu us avisarà del perill. En el segon, cal controlar l'aparició de bombolles. La seva presència indica una violació de la integritat de la connexió.





Característiques de la instal·lació de accessoris roscats
Gràcies a diversos tipus d'accessoris roscats, la canonada és capaç de realitzar els corbes i girs més complexos.

La forma més habitual de connectar estructures metàl·liques/plàstiques és un accessori "americà". Aquest element, que té un acoblament i una rosca als extrems, us permet acoblar fàcilment i ràpidament peces diferents.
El dispositiu més popular per a la unió d'elements metàl·lics i polímers és l'ajust americà, que està disponible en diverses mides. Un dispositiu còmode amb una funda de plàstic i un fil metàl·lic és extremadament fàcil de muntar, la qual cosa us permet crear una connexió estreta fiable en poc temps.
Instruccions d'instal·lació pas a pas
Per connectar una canonada metàl·lica a una canonada de polipropilè o una altra de plàstic, heu de:
Amb un soldador especial, soldeu la màniga d'adaptació a l'extrem de la canonada de polímer i, a continuació, espereu que la junta es refredi.
Porta la peça metàl·lica a l'altre extrem de l'"americà" i després estreny el fil. Per segellar la junta, s'aconsella embolicar-la addicionalment al llarg del fil amb una o dues capes de cinta FUM, estopa o fibra de lli (a més, podeu cobrir-la amb silicona).
La connexió s'ha d'estreny sempre a mà: l'ús d'eines és indesitjable i fins i tot perillós.
L'equip especial no us permet controlar completament les forces aplicades, cosa que pot provocar danys a la peça.
Després de completar el treball, és important comprovar la resistència de la subjecció resultant. Per fer-ho, només cal encendre l'aigua i assegurar-se que no hi hagi fuites.
Si la humitat encara s'està filtrant per l'articulació, podeu intentar estrènyer una mica més el cargol. Amb més flux d'aigua, cal tornar a desenrotllar el fil i tornar a realitzar totes les manipulacions.
La forma de la connexió acabada es pot canviar suavitzant la part de plàstic amb un assecador de cabells i després fent la corba necessària per al projecte.
Connexió de tub metàl·lic sense rosca
Hi ha situacions en què s'ha de connectar una canonada de plàstic a una contraparte metàl·lica que no tingui rosca.

El fil de la canonada es pot aplicar amb una eina especial: un enfilador. A les botigues especialitzades podeu trobar models tant mecànics com elèctrics d'aquest dispositiu.
Un problema similar es pot resoldre amb una eina especial anomenada "roscador" o "tallafils", amb la qual podeu aplicar ranures a una peça feta d'acer o ferro colat.
Hi ha dues opcions d'ajustament:
- Elèctric, que inclou diverses talladores dissenyades per a canonades de diferents diàmetres. Aquests models són còmodes i fàcils d'utilitzar, però tenen un cost elevat.
- Un enfilador manual és molt més barat, però treballar-hi requereix més força física i certes habilitats.
Podeu llegir més sobre com tallar fils a les canonades al nostre article.
Quan utilitzeu tallafils, heu de seguir unes quantes regles senzilles:
L'eina no es pot utilitzar si la canonada es troba a poca distància de la paret.
L'enfilador elèctric s'escalfa ràpidament, de manera que haureu de descansar periòdicament quan mecanitzeu diversos articles.
Quan es treballa amb una plantilla manual, és important alternar els moviments, fent mitja volta cap endavant i un quart enrere, fins a tallar el fil a la longitud desitjada.
Per enfilar una canonada, cal netejar a fons la canonada, si és necessari, treure la pintura existent i triturar els fluxos metàl·lics. A continuació, talla amb una eina elèctrica o tallada.
Les ranures tallades es netegen i es lubrifiquen bé amb oli sòlid, oli o un altre lubricant, i després s'utilitzen per a la connexió amb un accessori.
Segellat amb fil de lli
Aquest mètode és el més antic. Així és com es segellaven les juntes de canonades als apartaments soviètics. Si no hi ha altres segelladors a la botiga, segur que es trobarà pasta de lli i de fontaneria. Però aquest segell té una sèrie d'inconvenients importants:
- Segons les normes, el lli s'utilitza en combinació amb oli dessecant i plom vermell. El plom evita la corrosió de la junta i l'oli d'assecat omple els porus del lli com un polímer. Però trobar ingredients d'alta qualitat és bastant difícil, de manera que el plom vermell sovint es substitueix per ferro, que només accelera l'oxidació dels components metàl·lics. Alguns artesans surten de la situació utilitzant segelladors d'automòbils a base de silicona.
- La complexitat de posar fil de lli al fil. El que és tan fàcil per als lampistes experimentats pot causar moltes dificultats per a un no especialitzat. És poc probable que sigui possible enrotllar correctament el lli a la connexió la primera vegada, i qualsevol error en realitzar aquesta operació farà que el segell no duri gaire.
- Len no tolera gaire els canvis de condicions de treball. Per tant, en els sistemes de calefacció, els seus fils col·lapsaran molt més ràpidament. A més, aquest tipus de segell no respon bé als ambients agressius.
- L'alta higroscopicitat del material condueix a la seva inflor, a causa de la qual les articulacions no prou fortes poden esclatar simplement. Per exemple, no es recomana utilitzar lli quan segellen radiadors d'alumini.
La qüestió dels envasos
L'embalatge de les connexions de gas és una mesura de defensa contra les fuites. Per al procés necessitareu: lli i pasta per a les connexions roscades de revestiment.
- Es treu un petit fil de la roba utilitzada.


- Si no hi ha osques al fil, s'han de fer. S'utilitza una eina especial.

Gràcies a les osques, el lli no es desenganxa en cargolar el fil.
- El bobinatge comença des del final del fil. Continua cap al seu final. El lli ha de cobrir una mica la part superior del fil.


Aquest volum és suficient perquè el lli quedi fixat a la junta.

Resulta una connexió perfecta.

- El lli s'embolica amb pasta.


- La connexió acabada està cargolada.

- L'element recíproc de l'americà s'enfila (aquí s'utilitza una clau) i s'embolica en un aparell de calefacció (radiador).


- Resultat.




