
- Preparació per al treball
- Instal·lació de tubs metall-plàstics
- Eines
- Connexió de compressió
- Premeu connexió
- Connexió push fit
- muntatge en paret
- Classificació d'ajust
- Treballs preparatoris abans del premsat
- Instruccions d'ús
- Procés de crimpat
- Què és el rubor i la pressió
- Instal·lació de tubs metall-plàstic per a tu mateix
- Proves en edificis d'apartaments
Preparació per al treball
Tots els equips de mesura han de ser verificats prèviament per un laboratori de proves autoritzat. El paquet d'energia hidràulica està connectat a la línia de pressió mitjançant un col·lector de pressió de prova. El col·lector té una vàlvula de drenatge i un manòmetre. Els manòmetres s'instal·len al final i a l'inici de la línia de pressió.
Abans de provar la pressió de les canonades, totes les vàlvules i comportes s'han de tancar.
La preparació per a la prova de pressió de la canonada inclou els passos següents:
- Omplir el circuit amb fluid de treball;
- Omplint la línia fins que s'hi creï una pressió igual a la pressió de prova;
- Connexió d'instruments i equips de prova al tram desitjat de l'autopista.
Instal·lació de tubs metall-plàstics
La instal·lació d'una canonada de metall-plàstic inclou diverses etapes:
- Preparació de materials, eines.
- Instal·lació de connexions.
- Prova de la canonada acabada.
La preparació del material per a tot tipus de juntes és la mateixa. Les canonades s'han de tallar segons el projecte. A l'hora de mesurar, tingueu en compte la superposició de longitud de l'ajust.

Com que el metall-plàstic es ven en bobines, el material s'ha de redreçar abans de la instal·lació fent rodar la canonada sobre una superfície plana. En primer lloc, la canonada s'ha d'embolicar amb diverses capes de draps.
Eines
Un conjunt d'eines per a la instal·lació de comunicacions metall-plàstic depèn de quins accessoris s'utilitzen per connectar parts de la canonada.
Per muntar una canonada a partir de canonades de polímer metàl·lic, heu de tenir:
- tallador de canonades o serra per tallar material;
- calibrador - per expandir la canonada i donar al cercle proporcions ideals;
- xamfrà - per xamfranar;
- paper de vidre per desbarbar les vores de la canonada;
- claus ajustables (o claus angleses);
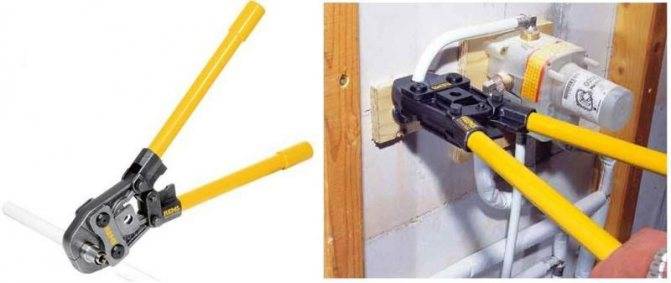
- pinces de premsa per a alguns tipus de connexions;
- Construcció d'assecador de cabell o dispositiu de flexió, com ara sorra.
És preferible tallar amb unes tisores, però també podeu utilitzar una serra de metall o un ganivet afilat.
Quan les vores estan preparades per a la connexió, la canonada s'insereix a la connexió. Hi ha diversos tipus de connexió de canonades metall-plàstiques entre si o amb una transició a un altre material:
- accessoris de compressió;
- connexió de premsa;
- ajust d'empenta.
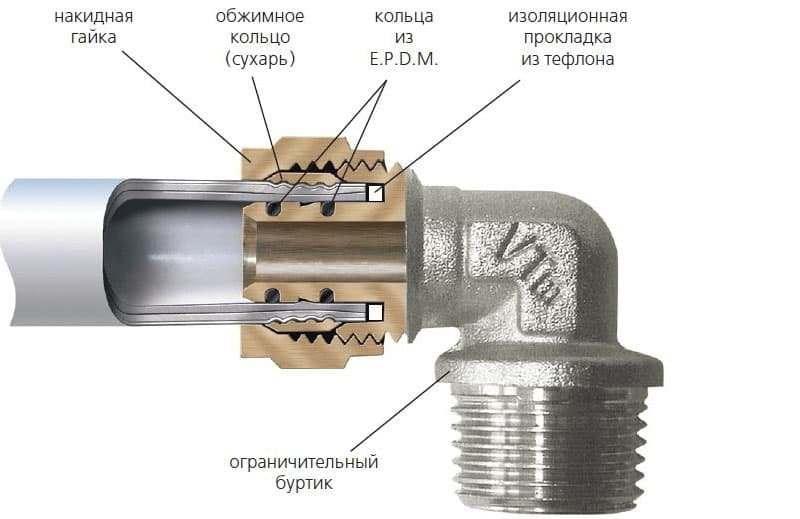
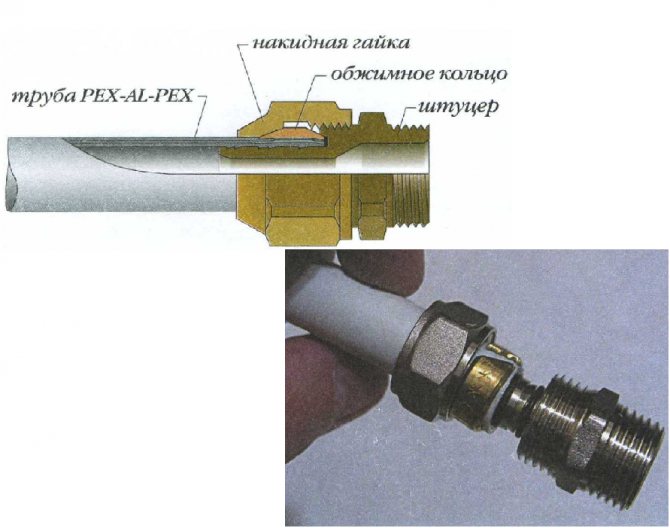
Connexió de compressió
La connexió de tubs metall-plàstic mitjançant accessoris de compressió és habitual i assequible per a l'automuntatge. Aquests nodes es poden desmuntar i tornar a muntar. Necessitareu 2 claus per a la instal·lació.
Algoritme d'instal·lació:
- El muntatge està sense retorçar i desmuntat. A l'extrem de la canonada es col·loquen una femella i una virola.
- L'interior de la canonada i l'extrem de la connexió amb una junta de goma es lubrifiquen amb escuma espessa i sabonosa per facilitar el procés d'alineació. Amb el mateix propòsit, el diàmetre interior s'acampa prèviament amb un calibrador. Aquestes mesures evitaran el desplaçament de les juntes de goma.
- El racó s'insereix a la unió, l'anell es desplaça i la femella s'estreny. El procés de torsió es realitza mitjançant dues claus.
La connexió resultant requereix un control periòdic i un ajustament de la femella en cas de fuites.
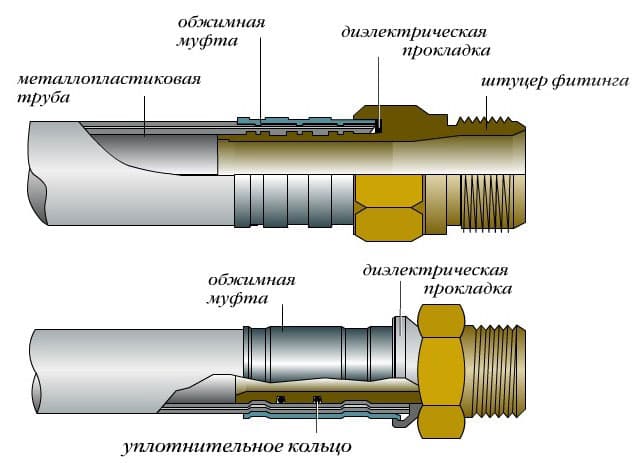
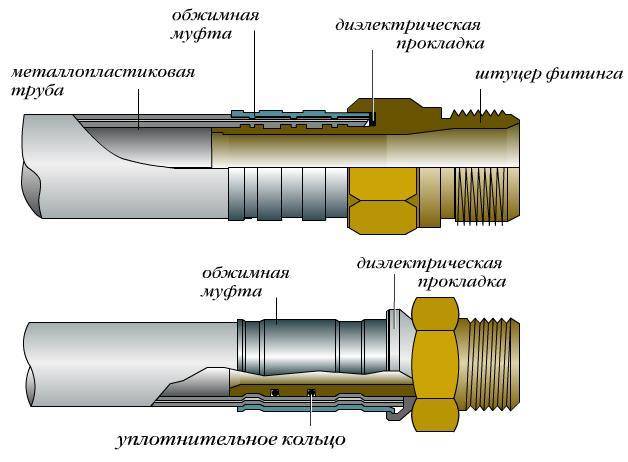
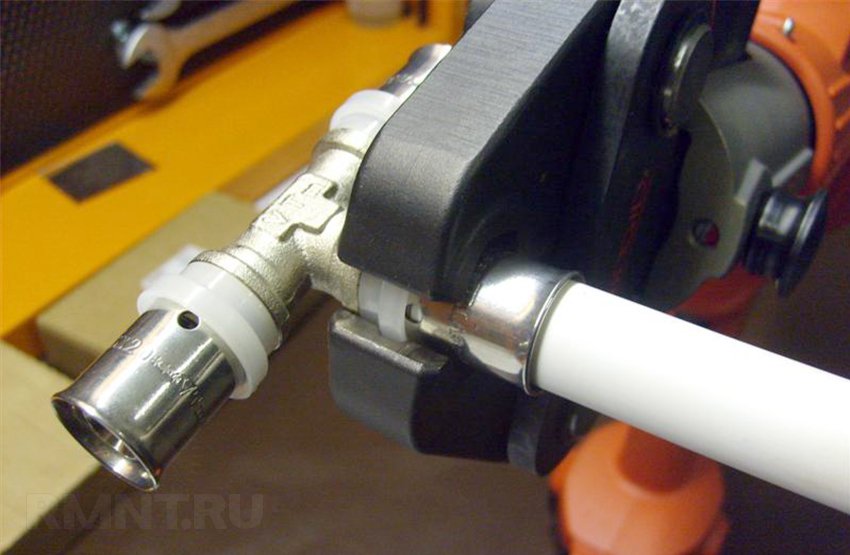
Premeu connexió
La connexió de crimpada es munta mitjançant accessoris de premsa i una eina de premsa (manual o elèctrica).
Esquema de muntatge:
- Preparació: el tall es processa i es neteja. El racó de premsa es desmunta i es comprova la integritat i la presència de juntes, i després es torna a muntar.
- La vora de la connexió es col·loca a l'ajustament a la finestra de control.
- La màniga es pressiona amb pinces de premsa, les nanses de l'eina es redueixen fins a la parada.
- Repetiu les operacions a l'extrem oposat de la connexió de connexió.
La connexió resultant pot servir fins a 50 anys, però no és separable.







Connexió push fit
Els accessoris d'empenta són els elements més cars per connectar canonades de plàstic. No obstant això, el seu ús no requereix cap eina i habilitat, és fiable i durador.

La canonada preparada s'insereix a l'ajust d'empenta fins al forat de control. A continuació, es munta tota l'estructura. S'inicia un flux de prova, sota l'acció del qual la connexió es fixa mitjançant una falca interna.
muntatge en paret

El punt feble dels productes metall-plàstics és la baixa resistència als danys mecànics a causa del fet que la capa d'alumini és prima.
Amb un gran radi de flexió o pressions constants, la canonada es deforma.En aquest cas, es recomana fixar la canonada sobre una base sòlida: una paret, un sostre o sota un sòcol. Per fer-ho, l'element de fixació es fixa a la paret:
- clips;
- suports;
- penjolls.
El procés de fixació i fixació es fa d'una manera senzilla:
- el suport està unit a la paret, fixat en una posició fixa;
- la canonada s'insereix al clip amb un mecanisme d'expansió. Si el clip és sord, s'insereix inicialment una canonada i, a continuació, tota l'estructura s'uneix a la paret.
Classificació d'ajust
Varietat d'accessoris de compressió.
- cantonades i corbes (s'utilitzen per connectar girs des de 45 graus);
- creus (ajuden a ramificar-se per dos costats);
- tees (utilitzat per a branques unidireccionals);
- taps (utilitzats per a la fixació a l'extrem de la canonada);
- acoblaments (amb l'ajuda d'ells es connecten tubs del mateix diàmetre i direcció);
- accessoris (si cal, connexió amb una mànega).
Els accessoris que s'utilitzen per connectar tubs del mateix diàmetre s'anomenen accessoris rectes, i els destinats a subjectar tubs de diferents diàmetres s'anomenen de transició.
Hi ha una àmplia gamma de accessoris de ferro colat, acer, llautó o coure al mercat de la construcció.
Pel que fa al ferro colat, es distingeixen per qualitats com la resistència i la durabilitat. Els accessoris de ferro colat tenen un avantatge significatiu sobre altres productes de connexió, com ara els acoblaments d'acer. Altres qualitats positives dels elements de ferro colat inclouen una gran resistència a les influències ambientals negatives i la versatilitat.
Els accessoris d'acer són indispensables a la indústria moderna actual. Més recentment, els obstacles en el camí de la canonada es podrien evitar doblegant la canonada.Avui no cal
La canonada que utilitza productes d'acer és fàcil de muntar i desmuntar, cosa que també és important
Treballs preparatoris abans del premsat
Les actuacions que s'han de dur a terme abans d'iniciar les proves de pressió de control de la canonada de gas es realitzen d'acord amb les instruccions de protecció laboral desenvolupades segons les normes de seguretat normalitzades per a realitzant treballs perillosos amb gas.
La preparació inclou:
Esquema de gasoducte
- conciliació de la instal·lació subterrània real de les comunicacions amb l'encaminament indicat als diagrames de la documentació del projecte;
- es seleccionen llocs per connectar els endolls, la instrumentació i els reguladors necessaris;
- es determina el punt de connexió de la unitat compresora.
Tots els enginyers i treballadors implicats en aquest esdeveniment han de ser reinstruïts en protecció laboral i familiaritzats amb el procediment per a la realització del treball.
Instruccions d'ús
Independentment del tipus d'instal·lació i equip que trieu, hi ha un procediment general per als treballs preparatoris. Aquestes regles facilitaran la disposició de la canonada i són desitjables per a l'execució:
- heu d'elaborar un pla de distribució de canonades, això us ajudarà a calcular la quantitat de material i acoblaments;
- Els llocs de treball s'han de netejar acuradament per evitar que la pols i la brutícia entrin als punts de connexió per tal d'evitar fuites en el futur;
- si cal connectar-se a un sistema existent, cal comprovar-ne la integritat i preparar el punt d'inserció;
- les canonades s'han de tallar de manera que el tall sigui exactament 90 graus respecte a l'eix longitudinal de la canonada, això és necessari per garantir la fiabilitat i l'estanquitat;
- guiat pel diagrama, traieu totes les canonades i acoblaments per comprovar el tall i el nombre de tots els elements de connexió necessaris.
Com s'ha esmentat anteriorment, hi ha tres opcions principals per connectar polietilè reticulat. La selecció d'equips i eines depèn de l'elecció del mètode. Per a tots els mètodes, necessitareu broquets per al diàmetre de les canonades i una podadora.










El primer mètode és el més fàcil de realitzar. A més de canonades i podadores, només seran necessaris acoblaments de compressió i un parell de claus. Aquestes eines són necessàries per estrènyer les femelles després de ser empès al seu lloc.
És important recordar: cal controlar el procés d'estrenyiment de les femelles per no danyar el fil. Cargoleu bé, però no apreteu massa.
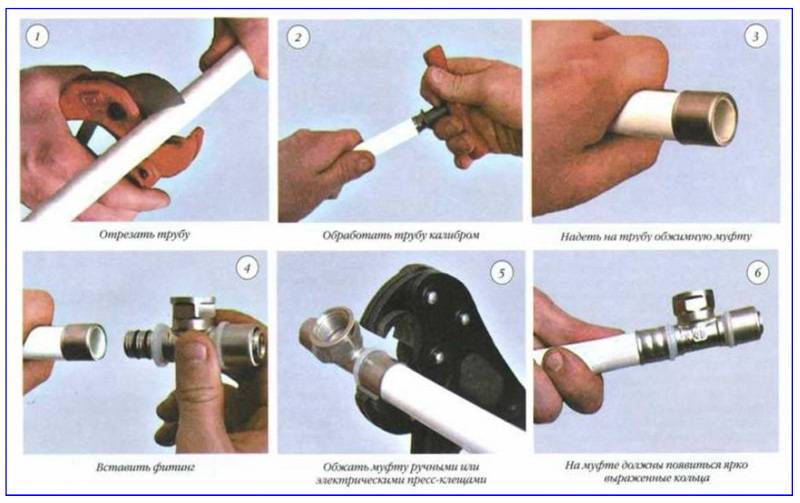
El segon mètode és pressionar. Necessitareu un calibrador, tisores, un expansor i una premsa.
No hi haurà dificultats amb les tisores, el seu propòsit és senzill: tallar la canonada a les mides que necessitem. Processem les seves vores amb un calibrador, xafrant des de l'interior. Aquesta eina és necessària per donar a la canonada una forma arrodonida després de tallar-la.
Després agafem l'expansor (expansor) del tipus manual, que és molt fàcil d'utilitzar. Aprofundim les vores de treball del dispositiu dins de la canonada i l'ampliem a la mida desitjada. Això no s'ha de fer alhora, ja que el material es pot danyar. Ho fem a poc a poc, girant l'expansor en cercle. Els avantatges d'aquest dispositiu són el preu i la facilitat d'ús. Aquest és un instrument amateur.
L'expansor elèctric està equipat amb una bateria recarregable, dissenyada per agilitzar el treball de l'instal·lador. S'estalvia notablement l'esforç del treballador i el temps per a la instal·lació de sistemes.Naturalment, aquest dispositiu és moltes vegades més car, però si necessiteu treballar molt, s'adaptarà perfectament i justificarà els costos. Hi ha expansors hidràulics. Després de preparar la canonada, cal instal·lar-hi un accessori. Per fer-ho, necessitem un torn de premsa. També són hidràuliques i mecàniques. Abans d'utilitzar-los, s'han de treure de la caixa d'emmagatzematge i muntar-los en posició de treball.
Després de muntar l'eina i instal·lar l'acoblament a la canonada, la connexió s'instal·la amb una premsa. És a dir, l'ajust entra al seu lloc i s'aplica pressió des de dalt amb una funda de muntatge. Es recomanen premses manuals per a tubs de diàmetres petits i baixa demanda.
Les premses hidràuliques no requereixen pràcticament cap esforç durant el crimpat. Els accessoris i la màniga simplement s'instal·len a la ranura del dispositiu, i després cauen al seu lloc fàcilment i sense problemes. Aquesta eina es pot utilitzar fins i tot en llocs incòmodes per a la instal·lació, té un capçal giratori. I l'última opció per connectar polietilè reticulat és soldada. Com s'ha esmentat anteriorment, és el més car i poc utilitzat, però el més fiable. Per això, a més de les tisores que ja ens coneixen, els expansors, també es necessitaran acoblaments especials. Els accessoris d'electrofusió tenen conductors especials per a la calefacció.
Després de preparar l'equip i els components, procedim a la soldadura. Per fer-ho, instal·lem un acoblament electrosoldat a l'extrem de la canonada. Disposa de terminals especials als quals connectem la màquina de soldadura. L'encenem, en aquest moment tots els elements s'escalfen fins al punt de fusió del polietilè, uns 170 graus centígrads. El material d'acoblament omple tots els buits i es produeix la soldadura.
Si el dispositiu no està equipat amb un temporitzador i un dispositiu que pugui llegir informació dels accessoris, cal controlar les lectures de l'instrument per apagar-ho tot a temps. Apaguem l'equip, o s'apaga sol, esperem que la unitat es refredi. Les canonades es subministren sovint en bobines i poden perdre la seva forma durant l'emmagatzematge. Per a això, necessiteu un assecador de cabells. Amb la seva ajuda, és possible eliminar aquest inconvenient simplement escalfant el segment deformat amb aire calent.
Al següent vídeo, trobareu una visió general de les eines per instal·lar sistemes de calefacció i fontaneria XLPE.
Procés de crimpat
Les proves de pressió dels sistemes de calefacció d'una casa privada comencen amb la desconnexió de la caldera de calefacció, les sortides d'aire automàtica i el dipòsit d'expansió del sistema. Si les vàlvules de tancament porten a aquest equip, podeu tancar-les, però si les vàlvules resulten defectuoses, el dipòsit d'expansió definitivament fallarà, i la caldera, depenent de la pressió que li apliqueu. Per tant, és millor treure el dipòsit d'expansió, sobretot perquè això no és difícil de fer, però en el cas de la caldera, haureu de confiar en la funcionalitat de les aixetes. Si hi ha termòstats als radiadors, també s'aconsella retirar-los: no estan dissenyats per a alta pressió.









De vegades no es prova tota la calefacció, sinó només una part. Si és possible, es talla amb l'ajuda de vàlvules de tancament o s'instal·len ponts temporals: accionaments.
A continuació, el procés és:
- Si el sistema estava en funcionament, el refrigerant es buida.
- Un pressuritzador està connectat al sistema. D'ell s'estén una mànega que acaba amb una femella d'unió.Aquesta mànega es connecta al sistema en qualsevol lloc adequat, fins i tot en lloc del dipòsit d'expansió retirat o en lloc d'una clau de desguàs.
-
L'aigua s'aboca a la capacitat de la bomba de prova de pressió i es bombeja al sistema amb l'ajuda d'una bomba.
- Retireu tot l'aire del sistema abans de pressionar. Per fer-ho, podeu bombar una mica el sistema amb la vàlvula de drenatge oberta o baixar-la a través de les sortides d'aire dels radiadors (aixetes Mayevsky).
- El sistema es porta a la pressió de funcionament, es manté durant almenys 10 minuts. Durant aquest temps, tot l'aire restant baixa.
- La pressió puja a la pressió de prova, es manté un període de temps determinat (regulat per la normativa del Ministeri d'Energia). Durant la prova, es comproven tots els dispositius i connexions. S'inspeccionen per detectar fuites. A més, fins i tot una connexió lleugerament humida es considera una fuita (també cal eliminar la boira).
- Durant el crimpat, es controla el nivell de pressió. Si, durant la prova, la seva caiguda no supera la norma (registrada a SNiP), el sistema es considera en servei. Si la pressió baixa fins i tot lleugerament per sota del normal, cal buscar una fuita, arreglar-la i tornar a iniciar la prova de pressió.
Com ja s'ha dit, la pressió de prova depèn del tipus d'equip i sistema que es prova (calefacció o aigua calenta). Les recomanacions del Ministeri d'Energia establertes a les "Normes per al funcionament tècnic de les centrals tèrmiques" (clàusula 9.2.13) es resumeixen en una taula per facilitar-ne l'ús.
| Tipus d'equip provat | Pressió de prova | Durada de la prova | Caiguda de pressió admissible |
|---|---|---|---|
| Unitats d'ascensor, escalfadors d'aigua | 1 MPa (10 kgf/cm2) | 5 minuts | 0,02 MPa (0,2 kgf/cm2) |
| Sistemes amb radiadors de ferro colat | 0,6 MPa (6 kgf/cm2) | 5 minuts | 0,02 MPa (0,2 kgf/cm2) |
| Sistemes amb panells i radiadors convectors | 1 MPa (10 kgf/cm2) | 15 minuts | 0,01 MPa (0,1 kgf/cm2) |
| Sistemes de subministrament d'aigua calenta a partir de canonades metàl·liques | pressió de treball + 0,5 MPa (5 kgf/cm2), però no més d'1 MPa (10 kgf/cm2) | 10 minuts | 0,05 MPa (0,5 kgf/cm2) |
| Sistemes d'aigua calenta a partir de canonades de plàstic | pressió de treball + 0,5 MPa (5 kgf/cm2), però no més d'1 MPa (10 kgf/cm2) | 30 minuts | 0,06 MPa (0,6 kgf/cm2), amb una nova comprovació en 2 hores i una caiguda màxima de 0,02 MPa (0,2 kgf/cm2) |
Tingueu en compte que per provar la calefacció i la fontaneria de canonades de plàstic, el temps de retenció de la pressió de prova és de 30 minuts. Si durant aquest temps no es troben desviacions, es considera que el sistema ha superat satisfactòriament la prova de pressió.
Però la prova continua durant 2 hores més. I durant aquest temps, la caiguda de pressió al sistema no hauria de superar la norma: 0,02 MPa (0,2 kgf / cm2).
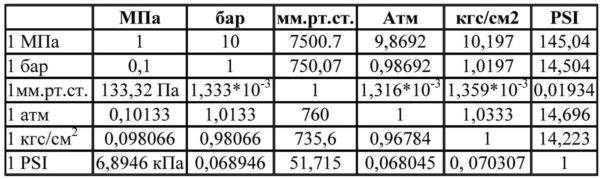
Taula de correspondència per a diferents unitats de pressió
D'altra banda, SNIP 3.05.01-85 (clàusula 4.6) té altres recomanacions:
- Les proves dels sistemes de calefacció i subministrament d'aigua s'han de realitzar amb una pressió d'1,5 de la de treball, però no inferior a 0,2 MPa (2 kgf / cm2).
- El sistema es considera útil si després de 5 minuts la caiguda de pressió no supera els 0,02 MPa (0,2 kgf/cm).
Quines regles utilitzar és una pregunta interessant. Tot i que tots dos documents estan en vigor i no hi ha cap certesa, tots dos són elegibles. Cal abordar cada cas individualment, tenint en compte la pressió màxima per a la qual estan dissenyats els seus elements. Per tant, la pressió de treball dels radiadors de ferro colat no és superior a 6 atm, respectivament, la pressió de prova serà de 9-10 atm.Aproximadament també s'ha de determinar amb tots els altres components.
Què és el rubor i la pressió
El rentat i les proves de pressió dels sistemes de calefacció es realitzen en els casos en què la capa de dipòsits a les canonades es fa massa gran perquè continuïn funcionant. Com a mesura preventiva, aquests esdeveniments rarament es duen a terme, ja que aquest plaer és força laboriós i costós. Per al rentat hidropneumàtic, s'utilitzen solucions àcides que eliminen la placa de les parets de la canonada cap a l'exterior. Les partícules metàl·liques s'enganxen a les parets interiors de les canonades, reduint així el seu diàmetre. Condueix a:
- augment de la pressió;
- augment de la velocitat del refrigerant;
- disminució de l'eficiència;
- augment dels costos.
Què és la prova de pressió d'un sistema de calefacció: aquesta és una prova ordinària, segons els resultats de la qual es pot dir si és segur utilitzar aquest equip o no i també si pot suportar les càrregues necessàries. Després de tot, ningú vol convertir-se en una víctima de la despresurització del circuit i ser un pacient al departament de cremades. Les proves de pressió del sistema de calefacció es realitzen d'acord amb els SNiP. És un tràmit obligatori. Després d'això, s'emet un document que confirma la funcionalitat tècnica del circuit. Aquests són els casos principals en què es realitza la prova de pressió del sistema de calefacció:
- en muntar un circuit nou i posar-lo en funcionament;
- després dels treballs de reparació;
- controls preventius;
- després de netejar les canonades amb solucions àcides.
Les proves de pressió del sistema de calefacció es realitzen d'acord amb el SNiP núm. 41-01-2003 i núm. 3.05.01-85, així com les normes per al funcionament tècnic de les centrals tèrmiques.
A partir d'aquestes regles, se sap que una acció com la prova de pressió d'un sistema de calefacció es realitza amb aire o líquid. El segon mètode s'anomena hidràulic, i el primer s'anomena manomètric, també és pneumàtic, és bombolla. Les regles per provar la pressió del sistema de calefacció estableixen que les proves d'aigua només es poden dur a terme si la temperatura a l'habitació és superior als cinc graus. En cas contrari, hi ha el risc que l'aigua de les canonades es congeli. Les proves de pressió del sistema de calefacció amb aire elimina aquest problema, es realitza a l'estació freda. A la pràctica, les proves de pressió hidràulica del sistema de calefacció s'utilitzen amb més freqüència, ja que tothom intenta completar el treball planificat necessari abans de la temporada de calefacció. A l'hivern només es realitza l'eliminació d'accidents, si n'hi ha.
És possible iniciar la prova de pressió del sistema de calefacció només quan la caldera i el dipòsit d'expansió estan tallats del circuit, en cas contrari fallaran. Com es prova la pressió del sistema de calefacció?
- tot el líquid es drena del circuit;
- després s'hi aboca aigua freda;
- a mesura que s'omple, l'excés d'aire baixa del circuit;
- després de l'acumulació d'aigua, es subministra un sobrealimentador de pressió al circuit;
- com es pressuritza el sistema de calefacció: la quantitat d'atmosferes augmenta gradualment. En aquest cas, la pressió de prova màxima no ha de ser superior a la resistència a la tracció dels diferents elements del circuit;
- Es deixa alta pressió durant un temps i s'inspeccionen totes les connexions. Cal mirar no només les connexions roscades, sinó també els llocs on es solden les parts del circuit.
Pressuritzar el sistema de calefacció amb aire és encara més fàcil.Només cal escórrer tot el refrigerant, tancar totes les sortides del circuit i introduir-hi aire. Però d'aquesta manera, és més difícil determinar el mal funcionament. Per exemple, si hi ha líquid a les canonades, a alta pressió es filtrarà per un possible buit. És fàcil d'identificar visualment. Però si no hi ha líquid als tubs, per tant, no hi ha res a sortir excepte aire. En aquest cas, es pot escoltar un xiulet.
I si és inaudible, mentre que l'agulla del manòmetre indica una fuita, totes les connexions s'unten amb aigua sabonosa. Per facilitar-ho, podeu comprovar no tot el sistema, sinó dividint-lo en segments. En aquest cas, és més fàcil dur a terme proves de pressió de les canonades de calefacció i determinar possibles llocs de despresurització.
Instal·lació de tubs metall-plàstic per a tu mateix
El tall de canonades es realitza amb cisalles metàl·liques o una serra especial. Els talladors s'utilitzen per tallar metall-plàstic de diàmetre petit i mitjà i s'utilitzen àmpliament en instal·lacions professionals. Les tisores són un aparell domèstic més senzill, també es poden comprar a la categoria de preu econòmic, el més important és que hi hagi un mànec còmode i equilibrat, i les fulles en si són afilades, fetes de metall d'alta qualitat. Els talladors estan equipats amb un calibrador intern, que permet no només tallar metall-plàstic, sinó també restaurar la forma deformada de les vores.







A més d'eines especials, quan s'instal·la un sistema de canonades metall-plàstic, es requereix l'ús de dispositius més versàtils: una cinta mètrica, tecles de la mida adequada, un bisell, esmeril de mòlta, un expansor, sempre que les connexions d'ajustament a pressió estiguin utilitzat.
El sistema de fontaneria de plàstic i metall no només és durador i pràctic, sinó que també és fàcil d'instal·lar. El procés està disponible per a l'execució fins i tot per una persona que no té els coneixements necessaris. Tenint un conjunt de les eines més senzilles, podeu fer la instal·lació bàsica de manera eficient i amb un estalvi de costos decent si seguiu unes regles d'instal·lació senzilles.
El plàstic en combinació amb el metall és un bon tàndem, però també té "por" dels efectes mecànics i ultraviolats agressius, això s'ha de tenir en compte a l'hora d'obrir-los.
Si es pretén instal·lar un tipus tancat, cal preveure la presència d'escotilles per accedir als accessoris de tipus compressió.
El sistema de calefacció també pot consistir en canonades MP, però en aquest cas val la pena prestar una atenció especial a comprovar la integritat de tots els elements i observar l'estat de la connexió més duradora de tots els elements. No utilitzeu objectes punxants en desembalar nous elements del sistema, fins i tot un micro-rascat pot danyar greument tot el sistema.
Els suports metàl·lics i els penjadors utilitzats per a la instal·lació de canonades han d'estar equipats amb juntes suaus, això ajudarà a evitar danys mecànics a la superfície de plàstic.
Com que un armari comença amb un penjador, la instal·lació de canonades de metall i plàstic comença amb la selecció i la fixació de vàlvules de bola.
Aquest element és extremadament important per a tot el sistema, no hauríeu d'estalviar-hi i comprar homòlegs pressupostaris xinesos
Una aixeta de gran qualitat ha de suportar fins a 60 atmosferes i altes temperatures
Com que un armari comença amb un penjador, la instal·lació de canonades de metall i plàstic comença amb la selecció i la fixació de vàlvules de bola.
Aquest element és extremadament important per a tot el sistema, no hauríeu d'estalviar-hi i comprar homòlegs pressupostaris xinesos. Una aixeta de gran qualitat ha de suportar fins a 60 atmosferes i altes temperatures. En cas de fuga, és l'aixeta la que és capaç d'aturar el flux d'aigua en el menor temps possible.
Si en el moment oportú l'aixeta no fa front a la seva tasca directa, el sistema de fontaneria està en perill de danys greus.
En cas de fuga, és l'aixeta la que és capaç d'aturar el flux d'aigua en el menor temps possible. Si en el moment oportú l'aixeta no fa front a la seva tasca directa, el sistema de fontaneria està en perill de danys greus.
Com que un armari comença amb un penjador, la instal·lació de canonades de metall i plàstic comença amb la selecció i la fixació de vàlvules de bola.
Aquest element és extremadament important per a tot el sistema, no hauríeu d'estalviar-hi i comprar homòlegs pressupostaris xinesos. Una aixeta de gran qualitat ha de suportar fins a 60 atmosferes i altes temperatures. En cas de fuga, és l'aixeta la que és capaç d'aturar el flux d'aigua en el menor temps possible.
Si en el moment oportú l'aixeta no fa front a la seva tasca directa, el sistema de fontaneria està en perill de danys greus.
En cas de fuga, és l'aixeta la que és capaç d'aturar el flux d'aigua en el menor temps possible. Si en el moment oportú l'aixeta no fa front a la seva tasca directa, el sistema de fontaneria està en perill de danys greus.
Si tot el sistema s'instal·la des de zero, inclourà la instal·lació de filtres de neteja, comptadors, un reductor de pressió, un col·lector per a canonades a tota la zona. Es recomana muntar les canonades juntament amb els filtres, això evitarà que entrin restes tècniques al sistema.









Llegeix també:
Proves en edificis d'apartaments
En edificis d'apartaments, també es poden fer proves de pressió del sistema de calefacció amb aire. Ara considerarem les condicions necessàries per a l'obra. En cas de trobar fuites d'aigua, s'han de reparar. Però sovint, sense alta pressió al sistema, és bastant difícil trobar esquerdes fines a les costures. Als edificis d'apartaments, cal dur a terme proves de pressió tant d'apartaments individuals com de totes les carreteres.
Cal preparar:
- Inspeccioneu tots els accessoris de bloqueig. Si les vàlvules estan fetes de ferro colat, assegureu-vos de substituir les glàndules per elles. Substituïu les juntes a les connexions de brida. També s'han de substituir tots els cargols que hagin perdut l'aspecte original. Assegureu-vos d'instal·lar nous manòmetres, es recomana enviar els antics per a la verificació per decidir si es poden utilitzar més per a les mesures.
- Inspeccioneu visualment totes les canonades, accessoris per identificar fins i tot defectes menors, danys. Si trobeu àrees amb problemes, haureu de reparar-les ràpidament.
- Comprovar l'estat del material d'aïllament tèrmic a les línies disposades al soterrani i entre plantes.
Després de la preparació, podeu començar a realitzar treballs de crimpat directament:
- Ompliu tot el circuit amb aigua amb poca duresa (perquè no aparegui l'escala). És millor bombejar-lo al sistema, per descomptat, amb una bomba elèctrica. Pressió - 6-10 bar. En un recipient amb líquid, cal baixar les mànegues: drenar i subministrar. A continuació, connecteu la bomba a la xarxa de calefacció i engegueu el provador de pressió. La pressió s'ha de fixar amb antelació.
- Detecteu mitja hora; durant aquest període, la pressió hauria de romandre gairebé al mateix nivell. En el cas que la pressió no baixi, la prova es pot considerar finalitzada. Podeu omplir el sistema amb fluid de treball i començar el funcionament actiu.
- Si la pressió baixa, hi ha defectes en el sistema de calefacció. El procediment per provar la pressió del sistema de calefacció amb aire és aproximadament el mateix, però haureu d'utilitzar una solució de sabó; sense ella, és difícil trobar una fuita. Tan bon punt trobeu defectes, podeu començar a buidar el sistema i reparar-lo. A continuació, torneu a diagnosticar tota la calefacció.
La unitat d'entrada es realitza de manera similar: la pressió ha de ser d'uns 10 bar.



