
- Connexions crimpades d'unió d'alta pressió
- Mètode 4: connexió push-connect
- Altres opcions de soldadura: treballar amb canonades de coure i metalls diversos
- Els matisos de la soldadura de canonades de coure: com fer-ho bé
- Com soldar el cable de coure a l'alumini
- Com soldar coure i acer inoxidable
- Soldar coure amb ferro: és possible?
- Tecnologia de soldadura de productes de coure
- Talla l'element a la longitud necessària
- Apliqueu flux a la superfície de la canonada
- Connexió de peces abans de soldar
- Formació d'unions durant la soldadura a baixa temperatura
- Formació de costures en soldadura a alta temperatura
- Tipus de canonades de coure
- El que es necessita per soldar canonades de coure
- Consumibles i eines
- Soldadura i flux
- Cremador
- Materials relacionats
- On correspongui
- 3 Com soldar canonades de coure?
- Instal·lació de canonades de coure
- Muntatge de la canonada amb accessoris
- Eines i materials
- Instruccions de muntatge
Connexions crimpades d'unió d'alta pressió
Els avenços en la tecnologia de crimpat d'unió i en el desenvolupament de materials de junta tòrica han permès aplicar els crimpats d'unió a sistemes d'alta pressió. No obstant això, els sistemes d'alta pressió requereixen configuracions de mordassa de premsa lleugerament diferents.
Resultat de la producció del node de connexió mitjançant la tècnica de doble crimpat 360º
La connexió de connexions de crimpat per a línies de gas comprimit de baixa pressió, de procés i no mèdics utilitzen una única forma de crimpada hexagonal estàndard.
La unió a una pressió més alta requereix l'ús d'accessoris de premsa especialment dissenyats i mordasses de subjecció per proporcionar un doble crimpat de 360 ° a l'ajust.
Mètode 4: connexió push-connect
Una característica distintiva del mètode de muntatge push-in és que no calen eines addicionals, cremadors, gasos combustibles especials o electricitat per a la instal·lació. El muntatge push-in està garantit per un segell d'elastòmer integrat i un anell d'adherència d'acer inoxidable.
Convenient en tots els aspectes i força pràctic per al funcionament, el mètode de muntatge del conjunt mitjançant la inserció prement (push-connect)
A la taula es mostren els rangs típics de pressió i temperatura per als conjunts push-in:
| Tipus de muntatge | Interval de pressió, kPa | Interval de temperatura, ºC |
| Inserció push-in, D = 12,7 – 50,8 mm | 0 – 1375 | menys 18 / més 120 |
Hi ha dos tipus habituals d'accessoris per a aquest tipus de muntatge. Ambdues opcions creen conjunts de nusos forts i fiables. No obstant això, mentre que un tipus de connector push-in permet que el conjunt es pugui treure fàcilment després de la instal·lació, com ara el manteniment del sistema, l'altre no admet aquesta configuració. Aquests accessoris de moment difereixen entre si.
Tipus d'accessoris per a connexions push-in: a l'esquerra - un disseny plegable; dreta - disseny no separable
Abans de muntar el conjunt, cal realitzar tots els procediments preparatoris amb la canonada de coure, com ja s'ha descrit anteriorment.
Aquí, s'ha de prestar especial atenció a la neteja de l'extrem bisellat del tub de coure amb paper de vidre, drap abrasiu de niló o drap sanitari. Aquestes accions garanteixen la integritat de la junta de segellat en el moment de la inserció. canonada de coure al cos del racó
El muntatge implica l'execució d'una empenta rígida, moviment de torsió simultàniament dirigit al cos de l'accessori. El moviment de la canonada de coure a l'interior de l'accessori es realitza fins que la canonada de coure es recolza contra la part posterior de la tassa d'adaptació. Aquest moment sol indicar-se mitjançant una marca prèviament feta de la profunditat d'inserció a la superfície del coure.
Amb l'ajuda de la informació: Cooper
Altres opcions de soldadura: treballar amb canonades de coure i metalls diversos
La soldadura de canonades de coure requereix certa experiència en aquest tipus de treball. Per tant, si un mestre de casa realitza aquest treball per primera vegada, val la pena practicar-ho abans per no tornar a fer diverses vegades el subministrament d'aigua o la línia de calefacció ja acabada. Els tubs de coure es poden soldar tant amb soldadura dura (utilitzant un cremador de gas) com amb aliatges tous. En el segon cas, per a canonades de coure, convé utilitzar un soldador de martell d'alta potència.
 La soldadura precisa i d'alta qualitat és la clau per a la durabilitat de la connexió
La soldadura precisa i d'alta qualitat és la clau per a la durabilitat de la connexió
Els matisos de la soldadura de canonades de coure: com fer-ho bé
Com a flux per soldar canonades de coure, el millor és utilitzar colofonia. S'aplica en una capa uniforme a les superfícies exteriors de la canonada, després de la qual s'hi munta l'accessori. Al seu revers, hi ha muntat la segona part de la carretera. A continuació, l'accessori s'escalfa amb un cremador de gas i la soldadura s'"instal·la" al llarg de les costures.Sota la influència de l'alta temperatura, es fon, omplint la costura i creant una connexió estreta d'alta qualitat.
 De vegades t'has de fer sense accessoris
De vegades t'has de fer sense accessoris
Soldar canonades de coure amb les vostres pròpies mans no és massa difícil, però aquest treball requereix cura i precisió. Per descomptat, amb paraules, no tot es pot explicar de manera intel·ligible, així que posem a l'atenció del Benvolgut Lector un vídeo sobre com soldar coure amb un cremador de gas, a partir del qual tot quedarà més clar.
 Mira aquest vídeo a YouTube
Mira aquest vídeo a YouTube
Després d'haver tractat la qüestió de com soldar canonades de coure a casa, podeu passar al següent problema, és a dir, la soldadura de metalls no idèntics (coure amb alumini, ferro o acer inoxidable).
Com soldar el cable de coure a l'alumini
Soldar alumini amb coure és un procés força complicat. Cal tenir en compte que la mateixa soldadura gairebé no és adequada per a l'alumini com per al coure, i viceversa. És molt més fàcil combinar aquests metalls amb una funda d'acer. Encara que avui el fabricant ofereix soldadures i fluxos especials per a aquests propòsits, el seu cost és important, la qual cosa fa que aquest treball no sigui rendible.

Tot el problema rau en el conflicte entre el coure i l'alumini. Tenen diferent refractarietat, densitat. A més, l'alumini, quan interactua amb el coure, comença a oxidar-se fortament. Aquest procés s'accelera especialment quan un corrent elèctric passa per la connexió. Per tant, si cal connexions de cable de coure i alumini el millor és utilitzar blocs de terminals autoblocant WAGO, dins dels quals hi ha la pasta de contacte Alyu Plus. És ella qui elimina l'òxid de l'alumini, evita la seva aparició posterior i afavoreix el contacte normal amb els conductors de coure.









Després d'haver descobert com soldar el coure a l'alumini, podeu passar a metalls més durs.
 De vegades, aquesta connexió és indispensable
De vegades, aquesta connexió és indispensable
Com soldar coure i acer inoxidable
Quan es solda coure amb acer inoxidable, ni tan sols el material de soldadura en si té un paper important, sinó l'eina utilitzada, tot i que depèn molt dels consumibles. Els materials més acceptables en aquest cas són:
- soldadura de coure-fòsfor;
- plata peltre (Castolin 157);
- enginyeria radiofònica.
Alguns artesans afirmen que amb l'enfocament adequat del treball, fins i tot la soldadura més comuna basada en estany i plom servirà. El més important és l'ús obligatori de flux (bòrax, àcid de soldadura), calefacció a fons i només després d'aquesta soldadura (soldadura).
 Soldadura complexa de coure i acer inoxidable
Soldadura complexa de coure i acer inoxidable
Aquests compostos són rars i, per tant, les soldadures especialitzades per a aquests propòsits són bastant cares.
Soldar coure amb ferro: és possible?
Aquesta opció és possible, però subjecta a determinades condicions. Per exemple, un simple cremador de propà ja no és adequat com a escalfador. Heu d'utilitzar propà amb oxigen. El borax s'ha d'utilitzar com a flux, però el llautó actuarà com a soldadura. Només en aquest cas podem esperar un resultat normal. No és difícil comprar soldadura per soldar coure amb ferro o acer inoxidable. El més important és entendre si es justificaran els costos addicionals.
 També és possible soldar tubs de coure i ferro
També és possible soldar tubs de coure i ferro
I ara us oferim a veure amb quina cura els artesans casolans poden realitzar treballs en canonades de soldadura de carreteres per a diversos propòsits.
1 de 5





Tecnologia de soldadura de productes de coure
Després de preparar les eines i els materials, les canonades es solden, que consisteixen en els passos següents:
- tallar espais en blanc en segments;
- desgreixatge i eliminació d'òxids;
- acoblament d'elements;
- aplicant soldadura a la línia d'unió.
Talla l'element a la longitud necessària
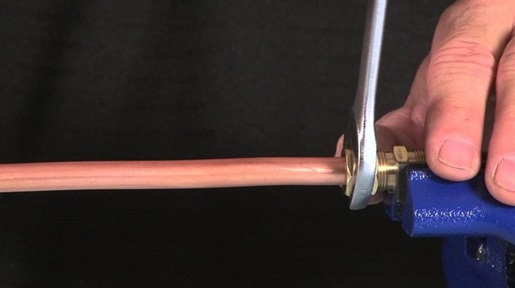
La soldadura de canonades de coure comença amb el marcatge de la canonada, que després es talla en elements de la longitud desitjada. A l'hora de marcar, cal tenir en compte el marge de longitud necessari per connectar els tubs després d'ampliar l'extrem. Una eina de tall de mà permet subjectar la canonada i, a continuació, s'enrotlla un corró de carbur al voltant de la superfície exterior de la peça de treball. A mesura que es talla el cos de la canonada, el corró es pressiona amb un cargol d'ajust, que us permet obtenir un tall uniforme.
Es permet tallar espais en blanc amb una serra i una plantilla especial que garanteix la perpendicularitat del tall. En tallar, no es permet la compressió de la canonada, ja que l'ovalitat de la superfície exterior empitjora l'estanquitat de la unió (a causa d'un canvi en el buit que no s'omplirà amb soldadura). El flaix resultant s'elimina amb paper de vidre i un raspall metàl·lic. A continuació, una de les vores es tracta amb un expansor, que crearà una junta segellada amb una major resistència.
Apliqueu flux a la superfície de la canonada
La soldadura de canonades de coure per fer-ho vostè mateix requereix l'eliminació d'òxids de la superfície de les peces a unir. Els blancs s'eixuguen amb un agent desgreixant (per exemple, acetona) i després s'aplica un reactiu a les vores unides. No es recomana utilitzar una dosi augmentada de flux, la substància activa s'aplica uniformement en una capa fina a la zona de connexió. Per aplicar el reactiu s'utilitza un pinzell, que no deixa fibres a la superfície.
Connexió de peces abans de soldar
Després d'aplicar el flux, els tubs es connecten, es recomana unir els elements immediatament després de lubricar la superfície (per reduir el risc de sedimentació de pols). Les peces giren entre si quan es connecten, la qual cosa permet que el flux es distribueixi i proporciona un ajustament ajustat. El reactiu extret de la junta s'elimina amb un drap sec; està prohibit mantenir el flux en elements de metalls no fèrrics, ja que comença la destrucció del material.
Formació d'unions durant la soldadura a baixa temperatura

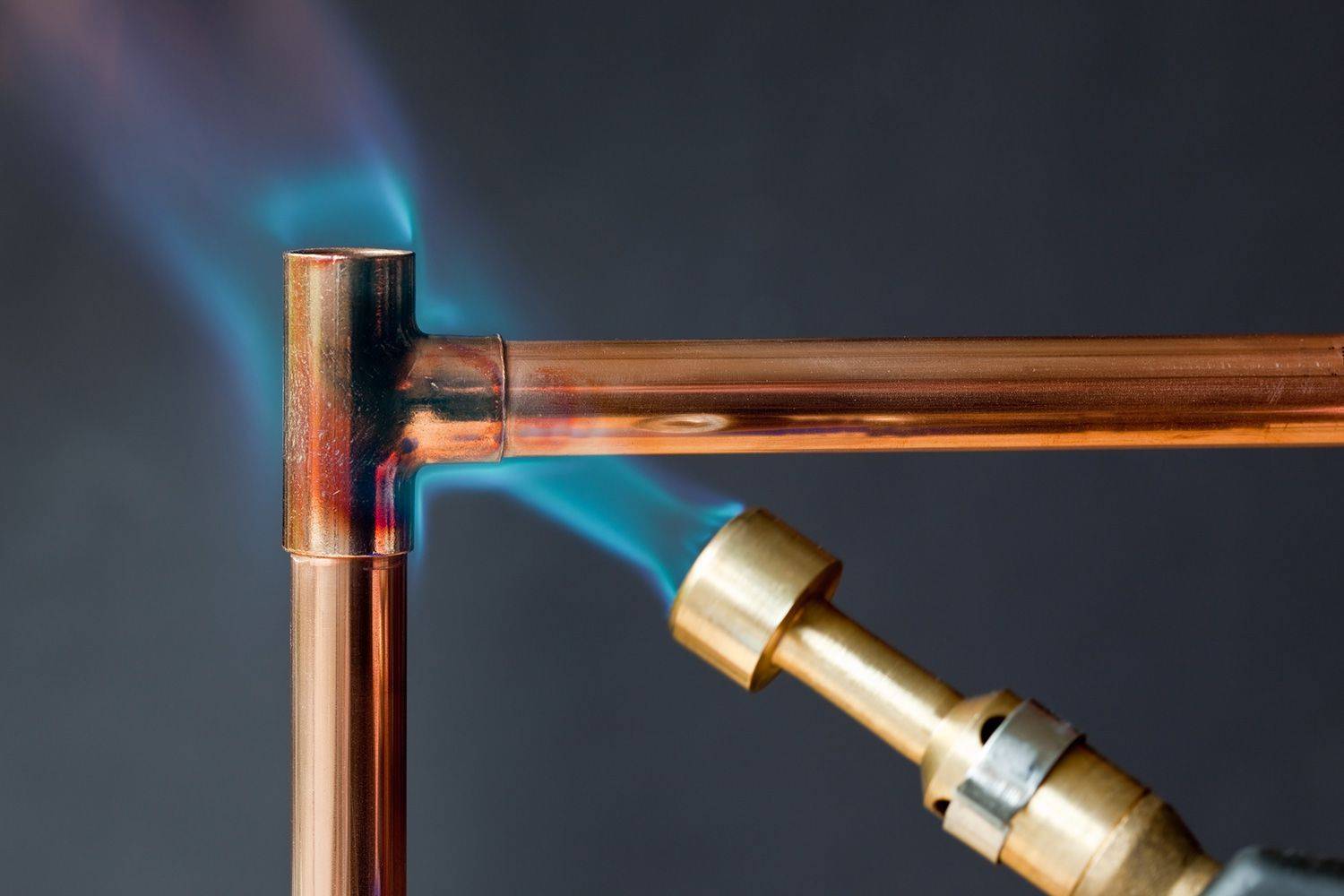
La tecnologia de baixa temperatura utilitza un flux dissenyat per reduir l'escalfament de l'estructura durant la connexió. La soldadura de tubs de coure amb un cremador de gas proporciona el subministrament d'una torxa a la zona de connexió, el cremador es mou al llarg de la junta, assegurant un escalfament uniforme de les peces. A continuació, s'agafa una barra de soldadura a la mà, que s'introdueix a l'espai entre les canonades. El metall fos comença a estendre's per les superfícies, el cremador s'elimina cap al costat, la soldadura omple la junta a causa de la temperatura de la canonada escalfada.










Formació de costures en soldadura a alta temperatura
Quan s'utilitzen soldadures refractàries, les canonades s'escalfen amb un cremador a una temperatura elevada. El cremador es mou al llarg de la zona d'unió fins que la canonada s'escalfa a una tonalitat vermella cirera (corresponent a una temperatura de 750 °C). A continuació, la soldadura, preescalfada per una flama del cremador, s'introdueix a la unió.
La soldadura es fon pel contacte amb canonades escalfades, omplint uniformement el buit de muntatge. No cal aplicar un excés de soldadura, ja que el material romandrà a l'exterior de la canonada.Un cop finalitzat el procediment, cal esperar 2-3 minuts, després que la temperatura de la junta disminueixi i la soldadura cristal·litzi, s'eliminen els residus de flux. No es requereix mecanitzat addicional de la connexió.
Tipus de canonades de coure
Abans de fabricar la canonada, heu de seleccionar les peces. Entre les peces comprades, n'hi ha de dos tipus:
- Sense recuit: elements d'alta resistència amb un baix índex de ductilitat. No se sotmeten a tractament tèrmic addicional després de la fabricació.
- Recuit: elements que se sotmeten a un tractament tèrmic addicional. Es mantenen a una temperatura d'uns 700 graus centígrads. El material adquireix un alt índex de plasticitat. Gràcies al tractament tèrmic addicional, es tornen més resistents a temperatures crítiques.
Les canonades de coure varien en el gruix de la paret i la mida de les bobines en què es venen. Segons GOST, han de ser de coure pur.
El que es necessita per soldar canonades de coure
La soldadura de canonades de coure, que no és difícil de fer amb les vostres pròpies mans, no requereix equips cars ni materials especials. Per implementar-lo correctament, necessitareu els següents dispositius.
Un cremador, pel qual s'escalfarà la soldadura i la secció de canonada on es connectaran. Com a regla general, es subministra gas propà a aquest cremador, la pressió del qual està regulada per un reductor de soldadura.
Eina especial per tallar tubs de coure. Com que els productes d'aquest metall són molt suaus, s'han de tallar amb prou suavitat per no arrugar les parets.Al mercat modern s'ofereixen talladores de tubs de diversos models, que es diferencien tant per la seva funcionalitat com per les seves capacitats tècniques.
El disseny de models individuals d'aquests dispositius, que és important, permet utilitzar-los fins i tot per treballar en llocs de difícil accés.
Un expansor de canonades és un dispositiu que permet ampliar el diàmetre d'un tub de coure, que és necessari per soldar millor. En diversos sistemes muntats a partir de canonades de coure, s'utilitzen elements de la mateixa secció i, per connectar-los qualitativament, cal augmentar lleugerament el diàmetre d'un dels elements connectats. Aquest és el problema que resol un dispositiu com un expansor de canonades.
Aquest és el problema que resol un dispositiu com un expansor de canonades.
Kit d'envasat de tubs de coure
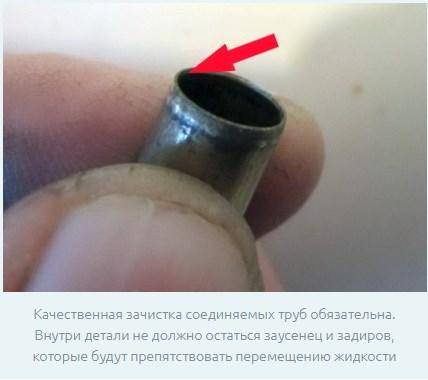
Dispositiu per xamfranar els extrems de canonades de coure. Després de retallar, queden rebaves als extrems de les peces, que poden interferir en l'obtenció d'una connexió fiable i d'alta qualitat. Per eliminar-los i donar als extrems de les canonades la configuració necessària, s'utilitza un bisell abans de soldar. Actualment hi ha dos tipus principals de dispositius de xamfranat al mercat: col·locats en un cos rodó i fets en forma de llapis. Més còmodes d'utilitzar, però també més cars, són els dispositius rodons que poden processar canonades de coure tous amb un diàmetre de no més de 36 mm.
Per preparar correctament les canonades de coure per a la soldadura, cal eliminar totes les impureses i òxids de la seva superfície. Per a aquests propòsits s'utilitzen raspalls i raspalls, les truges dels quals són de filferro d'acer.
La soldadura de canonades de coure es realitza normalment amb soldadura dura, que pot ser d'alta i baixa temperatura. La soldadura a alta temperatura és un fil de coure que conté aproximadament un 6% de fòsfor en la seva composició. Aquest cable es fon a una temperatura de 700 graus, mentre que per al seu tipus de baixa temperatura (filferro d'estany), 350 graus són suficients.
La tecnologia de soldadura de canonades de coure implica l'ús de fluxos i pastes especials que compleixen una funció protectora. Aquests fluxos no només protegeixen la costura formada de la formació de bombolles d'aire, sinó que també milloren significativament l'adhesió de la soldadura al material de la canonada.
A més del flux, la soldadura i altres elements bàsics, es necessitaran eines addicionals per soldar canonades de coure, que es poden trobar a tots els tallers o garatges. Per soldar o soldar productes de coure, prepareu addicionalment:
- marcador regular;
- ruleta;
- nivell de l'edifici;
- un raspall petit amb truges rígides;
- un martell.
Abans de començar a treballar, també és important decidir com soldar coure canonades. Hi pot haver dues opcions principals: la soldadura de coure (més utilitzat) i l'ús de soldadura suau. En resoldre aquest problema, és important partir del fet que hi ha requisits per a l'ús d'un o altre tipus de soldadura.
Per tant, les soldadures dures s'utilitzen per soldar elements d'unitats de refrigeració i aparells d'aire condicionat. En tots els altres casos (sistemes de subministrament d'aigua, sistemes de calefacció, etc.), es pot utilitzar filferro d'estany. Però sigui quina sigui la tecnologia escollida, cal recordar que el flux és necessari en qualsevol cas.
En resoldre aquest problema, és important partir del fet que hi ha requisits per a l'ús d'un o altre tipus de soldadura. Per tant, les soldadures dures s'utilitzen per soldar elements d'unitats de refrigeració i aparells d'aire condicionat.
En tots els altres casos (sistemes de subministrament d'aigua, sistemes de calefacció, etc.), es pot utilitzar filferro d'estany. Però sigui quina sigui la tecnologia escollida, cal recordar que el flux és necessari en qualsevol cas.

Raspalls per treure la superfície interior d'un tub de coure abans de soldar
Consumibles i eines
A més de canonades i accessoris, també necessitareu una torxa, soldadura i flux, per a la soldadura en si. I també una dobladora de tubs i algunes petites coses relacionades per processar abans de començar a treballar.










Raspall per desmuntar els accessoris des de l'interior
Soldadura i flux
La soldadura de canonades de coure de qualsevol tipus es produeix amb l'ajuda de flux i soldadura. La soldadura és un aliatge generalment a base d'estany amb un punt de fusió determinat, però necessàriament inferior al del coure. S'introdueix a la zona de soldadura, s'escalfa a un estat líquid i flueix a la junta. Després del refredament, proporciona una connexió estreta i duradora.
Per a la soldadura amateur de canonades de coure amb les vostres pròpies mans, són adequades les soldadures a base d'estany amb l'addició de plata, bismut, antimoni i coure. Els compostos amb l'addició de plata es consideren els millors, però són els més cars i òptims amb un additiu de coure. També hi ha amb l'addició de plom, però no s'han d'utilitzar en fontaneria. Tots aquests tipus de soldadura proporcionen una bona qualitat de costura i una soldadura fàcil.

El flux i la soldadura són consumibles essencials
La soldadura tova es ven en bobines petites, la soldadura dura es ven en paquets, tallada a trossos.
Abans de soldar, la junta es tracta amb flux.Un flux és un agent líquid o pastós que fa que la soldadura fosa flueixi a una unió. No hi ha res especial per triar aquí: qualsevol flux per al coure servirà. A més, necessitareu un pinzell petit per aplicar el flux. Millor - amb truges naturals.
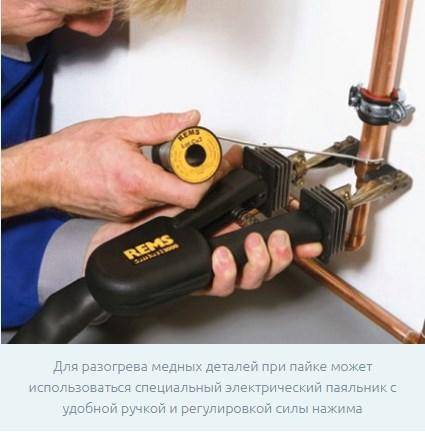
Cremador
Per treballar amb soldadura suau, podeu comprar una petita torxa manual amb una ampolla de gas d'un sol ús. Aquests cilindres estan units al mànec, tenen un volum de 200 ml. Malgrat la seva mida en miniatura, la temperatura de la flama és de 1100 ° C i més, que és més que suficient per fondre la soldadura suau.
Al que hauríeu de prestar atenció és la presència d'encesa piezoel·línica. Aquesta funció no és superflua: serà més fàcil de treballar
Una vàlvula es troba al mànec d'un cremador de gas manual. Regula la longitud de la flama (la intensitat del subministrament de gas). La mateixa vàlvula tanca el gas si cal apagar el cremador. La seguretat ve donada per una vàlvula antiretorn que, en absència de flama, tallarà el subministrament de gas.

Torxa manual per soldar tubs de coure
Alguns models tenen un deflector de flama. No permet que la flama es dissipi, creant una temperatura més alta a la zona de soldadura. Gràcies a això, el cremador amb reflector permet treballar als llocs més incòmodes.
Quan treballeu en models domèstics i semiprofessionals, heu de tenir cura de no sobreescalfar la unitat perquè el plàstic no es fongui. Per tant, no val la pena fer moltes soldadures alhora: és millor deixar que l'equip es refredi i preparar la següent connexió en aquest moment.
Materials relacionats
Per tallar canonades de coure, necessiteu un tallador de canonades o una serra de metall amb fulla metàl·lica. El tall ha de ser estrictament vertical, el que proporciona un tallador de canonades.I per garantir un tall uniforme amb una serra per a metals, podeu utilitzar una caixa d'ingletes de fusteria normal.

tallador de tubs
Quan es preparen canonades, s'han de netejar. Per fer-ho, hi ha raspalls i raspalls metàl·lics especials (per netejar la superfície interior), però us podeu sortir amb paper de vidre de gra mitjà i fi.
Per eliminar les rebaves dels talls, hi ha biselladores. La canonada que han elaborat s'adapta millor a la connexió: la seva presa és només una fracció d'un mil·límetre més gran que el diàmetre exterior. Així que la menor desviació porta a dificultats. Però, en principi, tot es pot eliminar amb paper de vidre. Només trigarà més temps.
També és recomanable portar ulleres i guants de protecció. La majoria dels artesans domèstics descuiden aquestes mesures de seguretat, però les cremades són molt desagradables. Aquests són tots els materials i eines necessàries per soldar canonades de coure.
On correspongui
La soldadura amb soldadures dures destaca pel fet que, quan es realitza, l'àrea d'unió dels productes s'ha d'escalfar a temperatures de l'ordre de 450 graus o més.
Aquestes soldadures s'anomenen refractàries i la connexió obtinguda amb la seva ajuda conserva les seves característiques de resistència fins i tot amb un fort escalfament tèrmic.
 A diferència de la soldadura dura, la soldadura suau implica l'ús de consumibles a baixa temperatura que proporcionen una adhesió fiable a una calor molt més baixa (uns 200-300 ℃).
A diferència de la soldadura dura, la soldadura suau implica l'ús de consumibles a baixa temperatura que proporcionen una adhesió fiable a una calor molt més baixa (uns 200-300 ℃).
Per regla general, s'utilitzen en productes de soldadura que funcionen en condicions de temperatura normals i no garanteixen la preservació del contacte amb un fort escalfament.
Les possibilitats de les soldadures dures són molt utilitzades en aquelles zones on es requereix obtenir una costura que, pel que fa a les seves propietats de resistència, ocupi una posició intermèdia entre la soldadura i la soldadura a baixa temperatura.
Al mateix temps, es presta especial atenció al manteniment de l'estructura dels materials a la zona de contacte, que després del processament no hauria de perdre les seves característiques originals. Les juntes de carbur són més demandades en les situacions següents:
Les juntes de carbur són més demandades en les situacions següents:
- producció d'eines de tall de metalls, talladores amb inserts de treball d'aliatge dur;
- en la fabricació d'envasos i recipients fets a base de metalls no fèrrics i acer inoxidable;
- en tallers de reparació d'automòbils (en reparar radiadors i elements de transmissió individuals), així com en aquells llocs on l'ús de la soldadura és molt indesitjable;
- en instal·lar i reparar canonades fetes d'aliatges de coure dur instal·lades en equips de refrigeració i intercanvi de calor i que funcionen a temperatures "crítiques" o alta pressió;
- per a una connexió fiable i duradora d'objectes i peces de parets primes que experimenten càrregues augmentades i deformacions elàstiques durant el funcionament.

L'ús de la tecnologia de soldadura dura garanteix la resistència necessària de la junta resultant i la seva resistència al sobreescalfament. A més, els mètodes de carbur s'utilitzen en la reparació de productes de coure o llautó que estan exposats a altes temperatures durant el funcionament.








A diferència dels materials de soldadura que es descriuen anteriorment, les aplicacions de soldadura suau es limiten a condicions de funcionament normals.Aquest mètode s'utilitza amb més freqüència quan cal obtenir una connexió fiable de productes i peces fetes de materials fusibles que no estiguin subjectes a una calor excessiva i deformació.
Les composicions de soldadura de plom d'estany, que s'han generalitzat, són especialment populars amb l'articulació "suau" de les peces.
3 Com soldar canonades de coure?
L'esquema per a la instal·lació d'una canonada de productes de coure és molt senzill:
Amb un tallador de tubs, tallem la canonada (s'ha de col·locar perpendicularment al dispositiu de tall per tal d'obtenir la vora més uniforme) de la longitud que necessitem.
Amb un raspall amb cerres d'acer traiem les rebaves de la canonada, i amb un raspall netegem les superfícies.
Tingueu en compte que està estrictament prohibit realitzar aquests treballs amb paper de vidre de gra fi, ja que petites partícules quedaran a la superfície de coure i reduiran el nivell d'adhesió.
Ampliem la segona peça del producte tubular a la secció requerida de manera que els dos segments entren lliurement entre si (en aquest cas, també hauria de quedar un petit buit).
Netegem (tots els mateixos dispositius) de la brutícia i les rebaves de la vora del producte expandit.
Apliquem un flux a una canonada de secció més petita i el distribuïm amb un pinzell per la superfície. És impossible aplicar massa flux (o distribuir-lo de manera desigual), ja que quan s'escalfa, la soldadura pot entrar a la canonada a través d'ella i formar-hi gotes congelades, que durant el funcionament del sistema provocaran soroll en moure l'aigua.

Després d'això, podeu connectar les canonades (inserir-les una en una).Al mateix temps, per evitar que la soldadura s'enganxi a la canonada, cal eliminar l'excés de flux amb un drap humit. El següent pas del procediment és escalfar el compost resultant. L'operació d'escalfament conjunt s'acaba en el moment en què el flux es torna plata.
A continuació, es porta la soldadura a la junta, que es fon a partir del material de la canonada escalfada (tothom sap l'alta conductivitat tèrmica del coure) sense calor del cremador. La soldadura a causa del fenomen capil·lar penetra entre els elements connectats. La soldadura es completa quan apareixen gotes de soldadura a la superfície del producte tubular.

Després d'això, la unió de les canonades s'hauria de refredar. Durant el refredament, no podeu exercir un efecte mecànic sobre el sistema, així com intentar accelerar el procés. subministrament d'aire fred. La junta refredada a l'última etapa de la soldadura s'eixuga amb un drap submergit en aigua. Això garantirà un aspecte net de la canonada, que estarà lliure de residus de soldadura i flux.
Instal·lació de canonades de coure
En el procés d'instal·lació de sistemes de fontaneria amb les vostres pròpies mans, sovint es fa necessari connectar canonades de coure amb productes fets amb altres materials. En sistemes de calefacció, subministrament d'aigua freda i calenta, els compostos de coure amb acer, plàstic i llautó són segurs des del punt de vista de l'aparició de processos de corrosió. Però el contacte del coure amb l'acer galvanitzat és perillós per a les canonades galvanitzades i condueix a la seva destrucció a causa dels processos electrolítics. Per evitar la fallada de la canonada, cal fer la connexió amb l'ajuda i assegurar la direcció del flux d'aigua des de l'acer al coure.
Abans de començar a treballar, cal preparar una eina per instal·lar canonades de coure en un sistema de calefacció o subministrar aigua calenta o freda.Per fer-ho, necessitareu: un tallador de canonades o una serra per a metalls, una llima o un rascador, en presència de seccions de configuració complexa: un doblador de canonades, un cremador de gas o una pistola d'aire calent.
Tuberia de coure El fet de fer-ho tu mateix comença amb seccions d'una longitud precalculada. A continuació, cal desbarbar les parts exteriors i interiors de la canonada, si cal, per anivellar el tall. L'ús d'un doblador de canonades evitarà l'aplanament de la canonada i la formació de plecs, que poden provocar una disminució del rendiment de la canonada en aquests llocs.
Si els diàmetres de les canonades no superen els 15 mm, el seu radi de flexió ha de ser d'almenys 3,5 diàmetres i, si és superior a 15 mm, quatre diàmetres. Quan es dobla a mà, només es pot obtenir un corbat d'alta qualitat amb un radi igual a 8 diàmetres.
Malgrat la seva resistència a la corrosió, les canonades de coure, a causa de les infraccions de la tecnologia de fabricació, la soldadura inadequada i la contaminació severa de l'aigua amb inclusions abrasives, poden patir una corrosió molt perillosa. La canonada es corroeix als llocs on es destrueix la pel·lícula d'òxid. Una manera d'evitar aquest procés és instal·lar filtres a les canonades de subministrament d'aigua i calefacció.
Al mercat de la construcció moderna, les canonades de coure, a causa del seu rendiment únic, competeixen amb força èxit amb productes d'acer, plàstic i metall-plàstic, malgrat el seu alt cost.
Fins i tot amb el fet que les canonades de polímer s'utilitzen cada cop més sovint, els productes metàl·lics segueixen sent un gran èxit. Per regla general, el coure, el llautó i l'acer s'utilitzen com a metall.Per a millor pel que fa a la resistència a la corrosió i a les altes temperatures, es distingeix el coure. De fet, en aquest article es parlarà de la connexió de canonades de coure.
Tot i que les canonades de coure es distingeixen pel seu alt cost, donades totes les característiques del material, el seu ús està força justificat.
En primer lloc, abans de connectar canonades de coure, val la pena decidir com connectar-les, per soldadura o d'una altra manera.
Muntatge de la canonada amb accessoris
La connexió de canonades de coure amb accessoris es realitza exclusivament en llocs accessibles per a la inspecció. Aquesta regla es deu al fet que la connexió no està completament segellada i es poden formar fuites amb el pas del temps.
L'avantatge d'una connexió roscada és que, si cal, es poden fer reparacions sense esforç addicional, ja que la connexió resultant és desmuntable.
Eines i materials
Per muntar la canonada, necessitareu els següents materials i eines:
- canonades de coure de diàmetre adequat;
- connectar accessoris de crimpat o premsa;

Dispositius especials per al muntatge de canonades
Els tipus i el nombre d'accessoris es seleccionen d'acord amb l'esquema de canonades.
- tallador de canonades o serra de metalls;
- Dobladora de tubs per a canonades de coure. El dispositiu s'utilitza per organitzar una canonada amb menys connexions, la qual cosa augmenta la força del sistema;
- llima per processar canonades després del tall (abans de la unió). A més, podeu utilitzar paper de vidre fi;
- Cinta FUM per segellar fils. A més de la cinta FUM, també podeu utilitzar fil de lli, fil Tangit Unilok o qualsevol altre material de segellat;
- clau anglesa.
Instruccions de muntatge
El muntatge d'una canonada de coure mitjançant accessoris es realitza de la següent manera:
- tall de canonades per a la canonada. La longitud de cada canonada ha de complir totalment l'esquema elaborat durant el desenvolupament del sistema;
- eliminació de la capa aïllant. Si s'utilitzen canonades amb aïllament per a un sistema de canonades equipats per a qualsevol propòsit, s'elimina la capa d'aïllament per a una connexió forta. Per fer-ho, es talla la secció desitjada amb un ganivet i es neteja la canonada;
- la vora tallada es processa amb una llima, paper de vidre fins a obtenir una superfície llisa. Si queden rebaves, forats o altres irregularitats a l'extrem de la canonada, la connexió resultarà menys hermètica;

Pelar la canonada abans de connectar-la a la connexió
- si cal, les canonades es dobleguen;
- es col·loquen una femella d'unió i un anell de compressió al tub preparat;

Instal·lació d'elements de muntatge per a la connexió
- la canonada està connectada a la connexió. Inicialment, l'estreny es fa a mà, i després amb una clau anglesa. Durant l'estrenyiment, la virola segella completament la connexió, eliminant la necessitat de segelladors addicionals. Tanmateix, quan es connecta una canonada de coure a una canonada o un accessori fet d'un material diferent, es requereix un segellat addicional amb cinta FUM.
Fixació d'ajust
És important no estrènyer massa els fils, ja que el coure tou es deforma fàcilment.



