- Soldar canonades de coure amb les vostres pròpies mans: com soldar canonades de coure?
- Soldadura per soldar coure
- Sopletes de gas per soldar
- Normes per al funcionament segur dels equips
- Com soldar canonades
- Mètodes per soldar peces de coure
- Característiques dels compostos d'alta temperatura
- Soldadura
- Precaucions de seguretat en la soldadura de canonades de coure
- Instruccions de soldadura suau
- Subjecció de canonades de coure amb altres materials
- Mites sobre les canonades de coure
- Com triar la soldadura adequada?
- Connexions crimpades d'unió d'alta pressió
- Mètode 4: connexió push-connect
Soldar canonades de coure amb les vostres pròpies mans: com soldar canonades de coure?
Hi ha dos tipus de canonades de coure de soldadura:
- baixa temperatura;
- temperatura alta.
Amb el primer mètode, per regla general, es munten les comunicacions domèstiques. La soldadura suau és adequada per a aquest mètode, pot ser filferro de coure (amb una barreja de fòsfor) amb una secció transversal de 2 mm, estany o plom amb additius, soldadura suau amb plata.
Soldar-se, amb poques habilitats, no serà difícil.
La soldadura suau té un punt de fusió més baix que el coure, de manera que sempre que prengueu precaucions, podeu posar-vos a treballar amb seguretat.
En primer lloc, heu de preparar el flux, ja que neteja el metall dels òxids i protegeix el lloc de soldadura de l'accés d'oxigen. Flux tracta l'extrem de la canonada i la peça de connexió, en aquest cas un accessori.
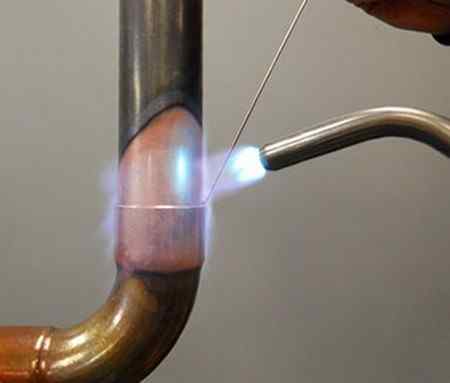
A continuació, la canonada es connecta a la connexió i la unió s'escalfa amb un cremador de gas o un soldador. Durant l'escalfament, la soldadura es fon i en estat líquid penetra a totes les cavitats lliures de la junta. La soldadura s'ha de distribuir uniformement per la junta i la canonada amb l'accessori s'ha de deixar de banda fins que es refredi.
La soldadura dura es realitza en la mateixa seqüència, però amb una temperatura d'escalfament de la soldadura més alta.
Soldadura per soldar coure
El mercat de la construcció ofereix diverses opcions soldadura per soldar canonades de coure. Hi ha l'opinió que les soldadures toves, que consisteixen en estany amb diversos tipus d'additius, no poden garantir la fiabilitat de les juntes de soldadura. Tot i que això no és del tot cert, podeu jugar amb seguretat i triar la soldadura amb l'addició de plata.
Per a la soldadura a alta temperatura, es pretén la soldadura de coure-fòsfor dur, que proporciona una major fiabilitat de la soldadura. La soldadura a alta temperatura s'utilitza quan s'uneixen canonades de canonades principals, on les caigudes de pressió són acceptables.
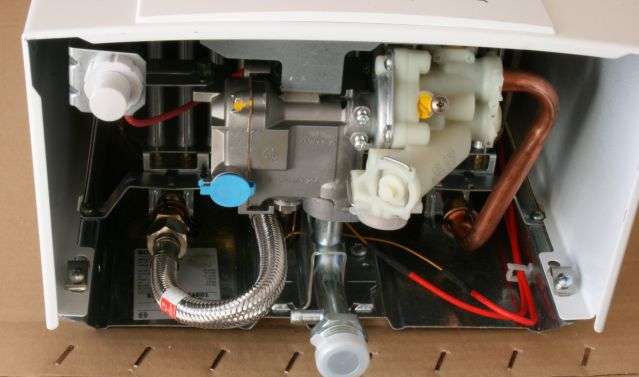
Sopletes de gas per soldar
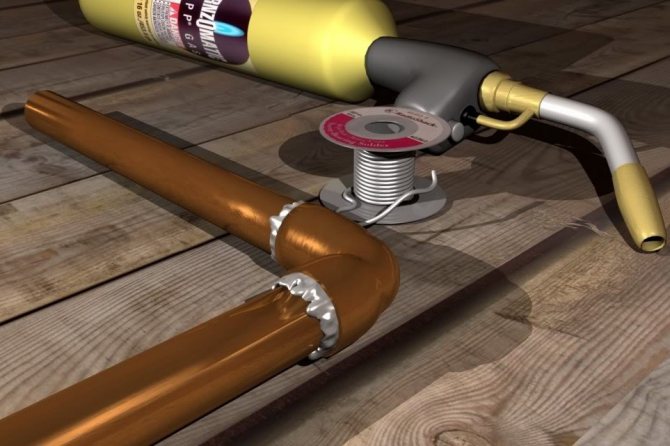
Començant la instal·lació independent de la canonada, cal triar les eines i l'equip adequats per soldar canonades de coure, prestant especial atenció al cremador. El cremador pot ser:
El cremador pot ser:
- Propà (utilitzat, més sovint, en grans volums de treball).
- Amb mescla MAPP (mescla de gasos metilacetilè-propadi-propà).
- Acetilè.
- Oxigen.
Els cremadors de gas poden estar equipats amb cilindres d'un sol ús extraïbles o amb una connexió de mànega a un cilindre estacionari.
Per a la instal·lació d'una petita canonada, n'hi ha prou amb un model amb un dipòsit de gas extraïble.
Això és tot el que necessiteu saber sobre les característiques de la soldadura de productes de coure. Tenint l'equip i els materials necessaris per soldar canonades de coure, podeu muntar de manera independent una canonada domèstica que durarà molts anys.










Normes per al funcionament segur dels equips
L'equip de cilindres de gas, si s'utilitza incorrectament, pot convertir-se en una font d'explosió o incendi greus.
Quan realitzeu treballs de soldadura, assegureu-vos d'utilitzar equips de protecció individual: ulleres, guants, sabates especials.

Abans de començar a treballar, cal inspeccionar acuradament l'equip per detectar danys. Si l'equip està brut, assegureu-vos d'eliminar la brutícia
Només es pot treballar amb bombones de propà en zones ben ventilades, mentre que la temperatura de l'aire no ha de ser inferior a 0 °C.
Absolutament prohibit:
- Treballar prop de flames obertes.
- Mantingueu el cilindre inclinat quan treballeu.
- Col·loca els vaixells sota el sol.
- Realitzar treballs sense caixa de canvis.
- Escalfeu la caixa de canvis sobre una flama oberta.
A més, si sentiu olor de gas, heu de deixar de treballar immediatament i tancar la vàlvula de la bombona. També us recomanem que us familiaritzeu amb les principals causes de l'explosió de les bombones de gas.
Treballant sense equip de protecció individual, podeu cremar-vos, no només per flames obertes, sinó també per contacte accidental amb peces calentes.
Si els cremadors casolans considerats no són adequats per a vostè, us recomanem que us familiaritzeu amb altres opcions per fer productes casolans útils que es comenten als nostres articles: un cremador de bufador i un cremador d'estufa de sauna.
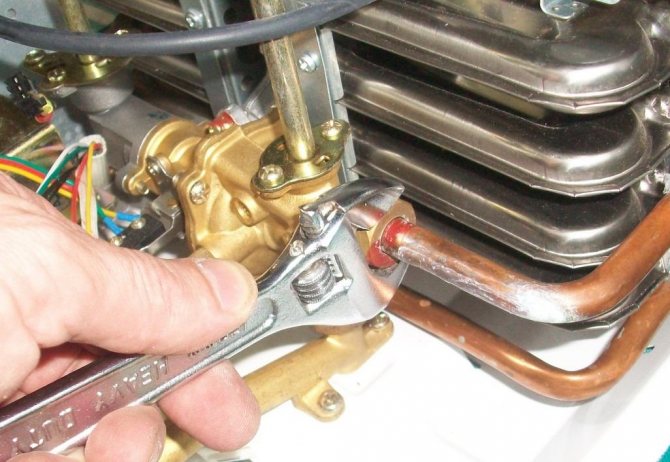
Com soldar canonades
Abans de començar a treballar, cal preparar les comunicacions per a l'exposició. La soldadura de canonades es realitza en petites seccions de sistemes de clavegueram, de manera que cal tallar la canonada a una mida determinada. Es neteja el lloc del tall, després s'hi fa un xamfrà. Aquesta operació ajudarà a facilitar la connexió de les branques de calefacció i refrigeració als accessoris.
Foto: instruccions pas a pas
Per a la instal·lació de materials recuits, haureu d'utilitzar l'anomenat expansor de canonades. Aquesta eina és necessària per a la instal·lació en accessoris de diàmetre no estàndard. Hi ha dispositius de diferents diàmetres, gairebé fins a 110 mm.
Instruccions pas a pas com fer-ho soldar canonades de coure llauna:
Segons SNiP, el diàmetre nominal sempre ha de ser inferior al de la connexió;
El processament a alta temperatura de les juntes només comença després de la seva separació. Els accessoris i les canonades s'han de netejar amb un raspall i, si cal, fregar-los amb paper de vidre. Depenent de l'emmagatzematge de les comunicacions, també es recomana tractar les seves articulacions amb alcohol per al desgreixatge;
A més, s'aplica una fina capa de pasta de flux al lloc on es soldaran les canonades de coure i s'instal·laran els accessoris que s'instal·laran per connectar les parts de la comunicació;
Ara el cremador s'encén a la temperatura desitjada. La soldadura s'ha de dur a terme exactament al llarg de la vora de les juntes i el lloc on s'uneix l'accessori s'ha d'escalfar amb una torxa.Per a la soldadura de comunicacions de fontaneria, el més convenient és treballar amb estany, ja que s'absorbeix al metall i podeu estalviar temps en escalfar les juntes;
Cal soldar les canonades no més de 20 segons, perquè la temperatura màxima del cremador supera els 1000 graus. Aneu amb compte, en algunes condicions es requereix soldadura a baixa temperatura, per això és aconsellable saber quin tipus de tubs teniu;
Després de realitzar el muntatge del clavegueram
És molt important no encendre immediatament l'aigua a les línies, en cas contrari, la connexió no tindrà temps de refredar-se i estarà coberta d'esquerdes; això afectarà negativament l'estanquitat de la connexió. El temps mitjà de refredament del coure és de 30 minuts a dues hores.
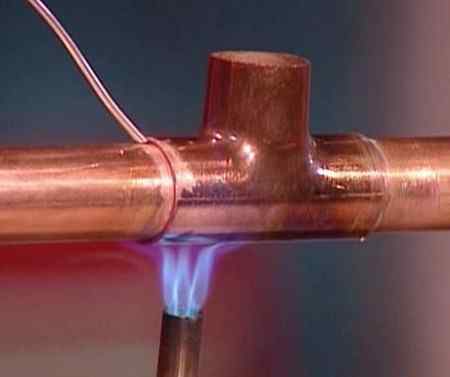
Per a la soldadura de canonades de coure amb una petita diferència de diàmetre, s'utilitza la tecnologia de "soldadura capil·lar". Permet connectar comunicacions individuals amb un soldador amb una diferència entre elles de fins a 0,5 mm. En aquest cas, la soldadura omple l'espai entre les canonades. Això permet la instal·lació del sistema sense costures. La tècnica utilitza soldadures dures, que tenen una funció protectora millorada.
Gran part de l'èxit de la soldadura depèn del tipus de soldadura que s'utilitzi. Molt sovint, les canonades de coure es solden amb plata, llautó i estany, que tenen un cabal elevat. Amb menys freqüència, es treballa amb alumini.
Podeu comprar immediatament no només una màquina per soldar canonades de coure, sinó també un conjunt d'expansors i accessoris que es necessitaran per cablejar les clavegueres sense un lampista professional. Abans de començar a treballar, t'aconsellem realitzar una formació en tecnologia, o almenys mirar el vídeo.










Mètodes per soldar peces de coure
Per connectar canonades de coure, només s'utilitzen dos mètodes de soldadura.Cadascun s'utilitza segons les especificacions i les característiques de la part. La soldadura de canonades de coure per fer-ho vostè mateix es divideix en:
- A altes temperatures, d'altra manera s'anomena "sòlid". L'indicador de temperatura en aquest mode arriba als 900 °. La soldadura refractària us permet produir una costura amb indicadors d'alta resistència, aquest mètode s'utilitza en la fabricació de canonades subjectes a càrregues elevades.
- El procés de soldadura suau es realitza a temperatures a partir de 130 °, s'utilitza en aplicacions domèstiques quan es treballa amb canonades de fins a 1 cm de diàmetre La tecnologia consisteix a unir per atracament, pretractament amb pasta de flux.
Durant el treball, és important no oblidar que la potència de la flama que emet el cremador pot arribar als 1000 graus. Per tant, el processament de les juntes s'ha de dur a terme no més de 20 segons.
Quan s'escalfa, la soldadura suau comença a fondre i omplir la junta.
Característiques dels compostos d'alta temperatura
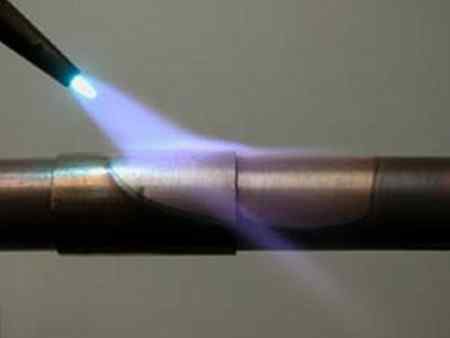
En el mètode de soldadura a alta temperatura, el metall es cou a 700 ° C i més, la qual cosa contribueix a la suavització del metall. Per a la soldadura, s'utilitzen equips de flama capaços de fondre soldadures dures. La soldadura consisteix en la seva composició de coure-fòsfor, es produeix en forma de varetes. El procés de soldadura de canonades de coure no implica l'ús de flux, seguint la seqüència d'accions, és possible omplir correctament la junta.
Connexió de tubs de coure d'alta temperatura
El procés comença quan la vareta de soldadura es fon, els passos de treball són:
- després del muntatge, la costura d'unió s'escalfa;
- La soldadura d'estat sòlid es subministra a la unió, el suavització de la qual es realitza mitjançant un cremador de gas;
- quan es confirma visualment que la soldadura s'està aplicant al metall, s'ha de girar la canonada, s'ha de comprovar l'acoblament al llarg de tot el perímetre.
Els principals avantatges d'aquest mètode és l'alta resistència de la unió de canonades de coure, si és necessari, és possible canviar el diàmetre de la connexió amb un costat més petit. Les altes temperatures durant el funcionament no poden destruir la costura. La soldadura dura requereix certes habilitats; el sobreescalfament és possible durant el funcionament, la qual cosa condueix a la destrucció del metall.
Soldadura
Cada procés requereix un enfocament responsable de la realització del treball. Per a la calefacció, s'utilitza un cremador de propà o gasolina quan s'utilitza soldadura suau unint tubs de coure
És important saber que un cremador amb encesa piezoeléctrica reduirà significativament el temps de funcionament; no és aconsellable comprar models cars sense aquesta funció.
Procés tecnològic
En el procés, és important utilitzar accessoris d'alta qualitat, la pasta de flux té un paper important en la connexió. La cobertura uniforme de les peces de canonada de coure s'aconsegueix amb un raspall suau, després de l'aplicació, l'excés s'elimina amb un drap
La temperatura del cremador pot arribar als 900 graus, en soldar és important no sobreexposar el producte, en cas contrari es produirà un sobreescalfament.
Precaucions de seguretat en la soldadura de canonades de coure
Les canonades de coure s'utilitzen com a conductors de fluids amb bones propietats anticorrosives. La instal·lació de canonades de coure no es pot dur a terme per proporcionar aigua de l'aixeta potable. El coure entra en contacte amb el clor, que s'afegeix per purificar l'aigua, i pot formar substàncies nocives per al cos humà.Per a les fonts artesianes, els pous no són perillosos d'utilitzar.










Soldar coure amb guants
És important utilitzar eines d'alta qualitat, treballar amb guants i controlar l'estat de l'equip. La conductivitat tèrmica del metall és bastant alta, quan un dels nodes s'escalfa i no s'observen les precaucions de seguretat, és possible que es cremin
Es pot obtenir una costura d'alta qualitat en absència de factors externs en forma de càrregues fins que la junta es refredi completament.
Instruccions de soldadura suau
Atenció: la vora de la canonada i la canonada en si han de ser perfectament uniformes i rectes; d'això dependrà la qualitat de la fixació de les peces, per tant, és millor utilitzar un tallador de canonades per tallar canonades.
- Utilitzant un expansor de canonades, augmenteu el diàmetre de la connexió, amb un bisell, netegeu les vores de la canonada.
- Poliu l'interior de la connexió amb un raspall, l'exterior de la canonada amb un raspall.
- Amb un pinzell, apliqueu pasta de soldadura -flux- a la connexió i la canonada i enganxeu immediatament les peces, evitant qualsevol tipus de contaminació.
- Utilitzeu una torxa de soldadura per escalfar suaument la junta, movent-se per tot el pla. El criteri per a un bon escalfament és un canvi de color de la pasta.
- Acabar d'escalfar les peces a unir, aplicar soldadura a tota la superfície de la unió. El cable de soldadura no s'ha de tocar amb una flama del cremador: la soldadura s'ha de fondre a la superfície de coure de la canonada, precisament per la seva temperatura sense la intervenció del foc.
- Espereu el refredament natural de la junta, sense cap mitjà de refredament.
- Assegureu-vos de treure la pasta restant de les canonades amb una esponja humida. El seu efecte només es necessita quan es solda: destrueix la capa protectora de la base de coure.
Atenció: les peces durant la soldadura i temporalment després d'aquesta han d'estar ben fixades, ja que les canonades de coure només es poden soldar en posició estacionària. La unió al lloc de fixació de les peces ha de ser ajustada i uniforme.
Només es podrà comprovar el resultat quan s'activa una pressió d'aigua suficient a la canonada, però si la soldadura ha anat bé, la fiabilitat de la connexió no disminueix de cap manera a causa de la temperatura de l'aigua, possibles caigudes de pressió o de tant en tant. temps
La junta en el lloc de fixació de les peces ha de ser ajustada i uniforme. Només es podrà comprovar el resultat quan s'activa una pressió d'aigua suficient a la canonada, però si la soldadura ha anat bé, la fiabilitat de la connexió no disminueix de cap manera a causa de la temperatura de l'aigua, possibles caigudes de pressió o de tant en tant. temps.
Subjecció de canonades de coure amb altres materials
Hi ha diversos matisos importants associats a les possibilitats de connectar estructures de coure amb productes d'altres metalls:
- La fixació de coure i acer galvanitzat pot afectar negativament l'estat de la canonada d'acer galvanitzat: les reaccions químiques entre el zinc i el coure condueixen a la destrucció del primer.
- Els elements de fixació de coure amb acer, plàstic i llautó són segurs i no corroeixen els metalls.
Per tant, si cal subjectar canonades de coure i galvanitzades, només es pot fer amb l'ajuda d'un accessori de llautó i només en una direcció: a través de la circulació d'aigua des de la canonada galvanitzada fins a la canonada de coure.
Les canonades de coure s'uneixen a canonades de plàstic o d'acer només amb accessoris d'empenta de llautó.La fixació principal del sistema es realitza mitjançant l'anell de subjecció i la femella de subjecció de l'accessori: es cargolen amb el nombre de voltes estàndard indicat en el suport tècnic de l'accessori, i s'han de revisar periòdicament durant el funcionament per detectar possibles fuites. o afluixar.
Mites sobre les canonades de coure
A causa de la manca d'hàbit del coure com a material per a sistemes de gas, subministrament d'aigua i calefacció, el consumidor domèstic modern té una certa desconfiança cap a aquest metall. Hi ha dos mites:
- Les canonades de coure són perilloses en contacte amb aigua clorada. Per descomptat, el coure, iniciant una reacció amb elements de clor, s'oxida, però la pel·lícula que apareix a l'interior de la canonada, per contra, protegeix les canonades de diverses accions químiques i és absolutament segura per al cos humà.
- Les canonades de coure són cares i poc pràctiques, malgrat el cost elevat. La impracticabilitat s'explica per la probable oxidació de la cara exterior de les canonades, mentre que a l'interior les canonades de coure també estan oxidades, però són completament immunes a la corrosió. El preu més car de les canonades de coure està més que cobert per la durabilitat dels materials i la facilitat d'instal·lació de fer-ho tu mateix.
Però aquests mites només es poden destruir amb anys de pràctica. No és debades que aquest metall es va utilitzar en sistemes de fontaneria fa uns quants segles, i fins ara, el coure té un merescut reconeixement als països europeus. A causa de la facilitat d'instal·lació i la qualitat dels materials, les canonades de coure per a fontaneria domèstica són més preferibles i, sens dubte, trobaran nous admiradors al nostre país.





![Soldadura de canonades de coure per fer-ho tu mateix [selecció d'una torxa, vídeo, consells]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Com triar la soldadura adequada?
La soldadura seleccionada correctament ajudarà a organitzar un sistema de comunicació de qualsevol complexitat sense gaire esforç. Quan es tracta de treballar a casa, s'ha d'utilitzar un material que es fongui a baixes temperatures.
L'ús d'elements de fusió dura a alta temperatura a la vida quotidiana és problemàtic, ja que requereix escalfar l'aliatge de treball a 600-900 graus. Aconseguir-ho sense equips especials és bastant difícil.
La soldadura del coure alimentari es pot realitzar amb soldadures especials que no continguin elements tòxics, verinosos i agressius que puguin perjudicar la salut.
L'ús de metalls i els seus derivats que es fonen a altes temperatures està associat a cert risc. Durant el processament, poden danyar o fins i tot cremar a través d'una canonada de coure de parets primes.
Per evitar que això passi, té sentit agafar una soldadura suau forta, però de baixa fusió, i deixar la versió sòlida per a comunicacions de coure de paret gruixuda.
Quan no s'esperen càrregues elevades al sistema, no és necessari utilitzar soldadura d'alta fusió, tret que es requereixi el contrari. Als principals complexos domèstics, les soldadures suaus d'aliatge lleuger són suficients per crear una connexió fiable.
Per connectar canonades de coure a les xarxes de gas, val la pena triar soldadures que contenen plata. Proporcionen la màxima força de les articulacions, neutralitat de vibracions i alta resistència a influències externes i internes.
Costarà una mica més pagar per plata, però la seguretat, la fiabilitat i la durabilitat del sistema compensaran tots els costos financers amb el temps.
Connexions crimpades d'unió d'alta pressió
Els avenços en la tecnologia de crimpat d'unió i en el desenvolupament de materials de junta tòrica han permès aplicar els crimpats d'unió a sistemes d'alta pressió. No obstant això, els sistemes d'alta pressió requereixen configuracions de mordassa de premsa lleugerament diferents.
Resultat de la producció del node de connexió mitjançant la tècnica de doble crimpat 360º
La connexió de connexions de crimpat per a línies de gas comprimit de baixa pressió, de procés i no mèdics utilitzen una única forma de crimpada hexagonal estàndard.
La unió a una pressió més alta requereix l'ús d'accessoris de premsa especialment dissenyats i mordasses de subjecció per proporcionar un doble crimpat de 360 ° a l'ajust.
Mètode 4: connexió push-connect
Una característica distintiva del mètode de muntatge push-in és que no calen eines addicionals, cremadors, gasos combustibles especials o electricitat per a la instal·lació. El muntatge push-in està garantit per un segell d'elastòmer integrat i un anell d'adherència d'acer inoxidable.
Convenient en tots els aspectes i força pràctic per al funcionament, el mètode de muntatge del conjunt mitjançant la inserció prement (push-connect)
A la taula es mostren els rangs típics de pressió i temperatura per als conjunts push-in:
| Tipus de muntatge | Interval de pressió, kPa | Interval de temperatura, ºC |
| Inserció push-in, D = 12,7 – 50,8 mm | 0 – 1375 | menys 18 / més 120 |
Hi ha dos tipus habituals d'accessoris per a aquest tipus de muntatge. Ambdues opcions creen conjunts de nusos forts i fiables.No obstant això, mentre que un tipus de connector push-in permet que el conjunt es pugui treure fàcilment després de la instal·lació, com ara el manteniment del sistema, l'altre no admet aquesta configuració. Aquests accessoris de moment difereixen entre si.








Tipus d'accessoris per a connexions push-in: a l'esquerra - un disseny plegable; dreta - disseny no separable
Abans de muntar el conjunt, cal realitzar tots els procediments preparatoris amb la canonada de coure, com ja s'ha descrit anteriorment.
Aquí, s'ha de prestar especial atenció a la neteja de l'extrem bisellat del tub de coure amb paper de vidre, drap abrasiu de niló o drap sanitari. Aquestes accions asseguren la integritat de la junta de segellat en el moment d'introduir la canonada de coure al cos de la connexió.
El muntatge implica l'execució d'una empenta rígida, moviment de torsió simultàniament dirigit al cos de l'accessori. El moviment de la canonada de coure a l'interior de l'accessori es realitza fins que la canonada de coure es recolza contra la part posterior de la tassa d'adaptació. Aquest moment sol indicar-se mitjançant una marca prèviament feta de la profunditat d'inserció a la superfície del coure.
Amb l'ajuda de la informació: Cooper