- Contingut:
- Requisits obligatoris per als vaixells sotmesos a inspecció
- 3.3 Inspecció de les superfícies exterior i interior dels cilindres
- La freqüència de calibratge dels manòmetres
- Prova del sistema d'extinció d'incendis
- Període de funcionament admissible
- Examen tècnic - cilindre
- No apte per a un ús posterior
- Casos en què està prohibit l'ús d'un manòmetre.
- Disseny i tipus
- PRESSIÓ DEL CILINDRE
- VERIFICACIÓ DEL CILINDRE
- PREU DE L'ENQUESTA I CERTIFICACIÓ DE CILINDRES
- Reparació de vàlvules de bombona de gas
- Calibratge de manòmetres: termes, metodologia, regles
- Calibratge de manòmetres: regles
- Condicions de verificació dels manòmetres
- He de calibrar els mesuradors?
- Comprovació de les alarmes de gas a Sebastopol
- Conclusions i vídeo útil sobre el tema
Contingut:
Els manòmetres són instruments que s'utilitzen per mesurar l'excés de pressió d'un gas. En el cas del tractament amb flama de superfícies metàl·liques, aquest dispositiu és indispensable, ja que només amb la seva ajuda es pot obtenir informació sobre quin tipus de pressió de gas es manté al cilindre.
L'ús de manòmetres és necessari per mantenir una pressió ideal en el sistema, per tant, els reductors de gas estan equipats amb manòmetres.Com que el manòmetre d'un reductor de gas és necessari per mesurar altes pressions, no té el tipus habitual d'element sensor. Es tracta d'un tub de coure, la peculiaritat del qual és que no només té una secció transversal molt més estreta, sinó que també té un gran nombre de voltes, al voltant de l'eix de les quals es mou el tub quan s'aplica pressió a la pròpia caixa de canvis. A més de la funció de conversió, el tub de coure fa la funció d'amortidor i, per tant, és la part principal del manòmetre.
Sota la pressió del gas, el tub es redreça, per tant, com més gran sigui la pressió del gas, més es redreça el tub. El tub en si està connectat a la fletxa, la qual cosa us permet transferir el moviment del tub a la fletxa. La fletxa mateixa mostra el valor de pressió real.
Com que els manòmetres estan dissenyats per a una determinada pressió, cada manòmetre té una marca de línia vermella corresponent a la pressió màxima permesa. Està estrictament prohibit carregar manòmetres amb una pressió superior al seu límit superior de mesura.
Els manòmetres de pressió de molla s'instal·len en reductors d'oxigen i acetilè. El manòmetre per al reductor de gas està connectat a les cambres d'alta pressió i de treball amb una clau anglesa, juntes de fibra i pell per segellar la connexió.
Requisits obligatoris per als vaixells sotmesos a inspecció
Els requisits tècnics per als vaixells, que es presenten per a la propera enquesta, s'estableixen per les directrius pertinents. Pel que fa a les bombones de propà-butà, aquest document és el RD 03112194-1094-03 i, pel que fa als equips de metà, el RD 03112194-1095-03. Tots dos documents van ser aprovats pel Ministeri de Transports de la Federació Russa l'any 2002.
Abans de presentar un cilindre d'automòbil a un punt d'inspecció especialitzat a temps, cal realitzar una inspecció independent i assegurar-se que compleix els requisits dels documents reguladors:
- la data de caducitat no ha caducat;
- fora del cilindre es neteja d'oli i altres contaminants;
- el tipus de vaixell i el seu disseny s'ajusten als requisits reglamentaris;
- el cilindre de l'automòbil està equipat amb farcits normalitzats, consumibles i altres accessoris previstos pel disseny; la camiseta té els taps necessaris;
- les bombones no contenen residus de gas;
- totes les vàlvules estan tancades.
RD 03112194-1094-03 i RD 03112194-1095-03 permeten la presència de peces i accessoris per a cilindres de diferents dissenys, però només dins dels límits dels canvis realitzats pel fabricant durant el període de producció d'un producte determinat.

Els vaixells s'han de buidar dels residus de gasolina en llocs especialment equipats. Les normes no permeten la presència d'excés de pressió de gas a les bombones. Si hi ha excés de pressió, el cilindre no es pot examinar i es retorna sense condicions al seu propietari.
La base per a la negativa a realitzar l'enquesta és la presència d'esquerdes, contusions, diversos tipus de petxines, esgarrapades a la generatriu exterior del casc, que superen el 10% del gruix de la paret estructural. A més, els cilindres amb les dades del passaport complets o parcials que falten no estan subjectes a proves, el període de certificació establert ha expirat i la vida útil estàndard ha expirat.
L'examen dels cilindres s'acompanya d'un marcatge d'acord amb les normes que regulen les normes d'aplicació de les etiquetes.La marca del punt que va realitzar la comprovació, la data de realització i la data prevista per a la següent enquesta s'apliquen a la placa de marcatge del fabricant pel mètode de relleu. El segell s'aplica en una línia en números àrabs, l'alçada dels quals no ha de ser inferior a 8 mm. L'hora fixada per a la següent inspecció es pot duplicar amb una inscripció blanca a la generatriu exterior del cilindre, prèviament pintada amb esmalt vermell. A més, s'han d'aplicar etiquetes blanques d'advertència a la generatriu exterior del cilindre.
3.3 Inspecció de les superfícies exterior i interior dels cilindres
3.3.1 Inspecció exterior i interior
les superfícies es realitzen per identificar defectes que redueixen la resistència dels cilindres,
i identificar les desviacions dels requisits de seguretat industrial
03-576 i GOST
949.
3.3.2 La inspecció està sotmesa al 100% de l'exterior i intern
superfícies, rosca de coll de cilindre.
3.3.3 En inspeccionar la superfície exterior
Globus utilitza lupes fins a 20 vegades més. Per mida
dels defectes detectats utilitzen eines de mesura universals -
pinces segons GOST 166, pinces segons
GOST 162 i altres.
L'error de mesura no ha de ser superior a 0,1 mm.
La inspecció es realitza d'acord amb els requisits del RD 03-606.
3.3.4 Quan inspeccioneu la superfície interna, feu servir
il·luminació amb un llum elèctric amb una tensió no superior a 12 V, que s'insereix
globus o endoscopi.
3.3.5 Un recipient, a les superfícies del qual
esquerdes revelades, captivitat, petxines, s'han de descartar.
Un cilindre, a les superfícies del qual abollaments, riscos,
danys per corrosió i altres defectes amb una profunditat superior al 10% del nominal
gruix de paret, s'ha de descartar.
Valors de gruix nominal de paret en funció del tipus
els cilindres corresponen a la taula 1 GOST
949 i es donen a la taula.
Cilindre, el fil del coll del qual té llàgrimes, estelles
o desgast, s'ha de descartar.
El desgast del fil de la gola està controlat per calibres segons GOST
24998.
Es permet reparar la rosca del coll del cilindre segons
tecnologia desenvolupada per OJSC RosNITI.
3.3.6 A la part esfèrica superior del cilindre ha d'estar
dades del passaport segellades i clarament visibles especificades a.
En cilindres amb una capacitat de fins a 5 litres o un gruix de paret inferior a 5
Les dades del passaport de mm es poden estampar en una placa soldada al cilindre o
aplicat amb pintura.
Un cilindre que no té almenys un passaport
les dades s'han de descartar.
| Capacitat | Diàmetre | Gruix de paret dels cilindres, mm, no inferior a | ||||
| cilindre, l | cilindre, peces, mm | acer carboni | acer d'aliatge | |||
| pressió, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7 Exterior
la superfície del cilindre s'ha de pintar d'acord amb la Taula 17 PB
03-576 (Annex Taula A.1).




3.3.8 En inspeccionar el cilindre, la capacitat de servei i
fiabilitat de la fixació de l'anell del coll i la sabata.
3.3.9 Cilindre amb anell defectuós o solt
El coll es permet per a un examen posterior després de la fixació
anells o substitucions.
Es fixen anells febles o nous
calafat a mà o ampliant la superfície final del coll amb anular
punxar en una premsa amb una força de 500 a 600 kN segons les instruccions aprovades
el cap de l'organització que realitza l'enquesta. Profunditat de sagnat
punxeu el metall del coll del cilindre d'1 a 2 mm.
A la figura B.1 de l'aplicació es mostra un esbós de l'anell del coll.
3.3.10 Cilindre amb broquet oblic o feble
es permet una sabata o una sabata defectuosa per a una enquesta addicional
després de canviar la sabata segons les instruccions aprovades pel responsable
organització que realitza l'auditoria.
La sabata defectuosa es retira del cilindre a la premsa o es tomba
manualment.
El broquet de sabates es produeix en una premsa horitzontal amb una força de
800 a 1000 kN. El blanc de la sabata s'escalfa prèviament a una temperatura de
900 a 1000 °C.
El blanc de la sabata es talla a partir de cilindres o canonades defectuoses
amb un diàmetre de 219 mm amb un gruix de paret de 5,2 a 8,9 mm segons GOST 8732.
La longitud de la peça és de 125 + 5 mm.
La sabata ha d'estar ben ajustada al cilindre amb un espai entre ells
el pla de suport de la sabata i la part inferior del cilindre no és inferior a 10 mm. Al final del suport
la superfície de la sabata s'ha de formar en un quadrat.
Es permet inclinar el pla de suport de la sabata respecte a
la normal a la generatriu del cos del cilindre no és superior a 7 mm a l'amplada de la sabata.
(Edició modificada, Rev. núm. 1).
3.3.11 Reparació de sabata o anell de coll
permesa només després de ventilar el gas, desmuntar la vàlvula i la corresponent
desgasificació d'ampolles.
3.3.12 Cilindre amb anell o sabata no reparat
no es permet un examen posterior i si és impossible de reparar
s'han d'eliminar.
La freqüència de calibratge dels manòmetres
Un manòmetre és un dispositiu que mesura la pressió en un aparell, tanc o canonada. Hi ha diversos tipus:
- espiral;
- membrana.
Els indicadors espirals consisteixen en una espiral metàl·lica connectada per un element de transmissió connectat al punter del dial. Com més alta sigui la pressió, més es desenrotlla l'espiral i estira la fletxa juntament amb ella. El que es reflecteix en l'augment dels indicadors de pressió a l'escala del dispositiu.
El manòmetre de diafragma dóna lectures subjectant una placa plana que està connectada a l'element transmissor. Quan s'aplica pressió, la membrana es flexiona i l'element transmissor pressiona la mà del dial. Per tant, hi ha un augment dels indicadors de pressió.
Comprovar el compliment dels paràmetres de precisió del mesurador declarats pel fabricant i controlar la funcionalitat metrològica del dispositiu, sense la qual cosa és impossible utilitzar el manòmetre a les zones sota el GROEI (regulació estatal per garantir la uniformitat de mesuraments), així com per garantir que el dispositiu compleix el període especificat i el funcionament és segur, cal dur a terme periòdicament la verificació del manòmetre. Les normes establertes per l'estat estableixen que, en funció de les característiques tècniques del dispositiu i de les instruccions del fabricant, el període de conciliació és de 12 mesos a 5 anys.
La inspecció periòdica del dispositiu després d'un any es considerava la més habitual, però ara els fabricants estan millorant les característiques de l'equip, cada cop hi ha més dispositius amb un període de verificació de 2 anys. Val la pena recordar si el manòmetre s'ha d'inspeccionar i verificar després d'un període determinat des de la data de producció, i no des del moment en què es posa en funcionament.
Els fabricants estableixen la vida útil del manòmetre, de mitjana entre 8 i 10 anys. Cal portar un registre de comprovacions del manòmetre per comprovar el dispositiu a temps.
Prova del sistema d'extinció d'incendis
 El programa i la metodologia d'assaig d'extinció d'incendis amb gas està regulat pels documents normatius següents:
El programa i la metodologia d'assaig d'extinció d'incendis amb gas està regulat pels documents normatius següents:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
Durant la prova, es comprova el següent:
- El volum de gas i el grau d'ompliment del cilindre;
- La durada del subministrament de la mescla d'extinció d'incendis de gas;
- La resta de la mescla al recipient;
- L'efectivitat de l'eliminació de la font d'ignició;
- Força i completitud de tots els elements de la instal·lació després de la posada en marxa i la vibració acompanyada, la preparació de l'estructura per a la recàrrega;
- Component d'informació:
- Velocitat de record del dispositiu de recepció i control;
- Formació d'un avís a la consola central de seguretat i descodificació del seu contingut informatiu;
- Oportunitat d'enviament de totes les ordres en bucles.

L'element sotmès a les càrregues dinàmiques més grans durant les proves és la canonada. Es fan exigències més grans sobre la seva força i fiabilitat.
Les proves de canonades i accessoris es realitzen d'acord amb les normes següents:
- Inspecció visual de totes les parts externes de la canonada;
- Tots els broquets de polvorització (excepte l'últim) estan coberts amb taps.
- Bloquejar l'accés als cilindres o al col·lector de distribució.
- Ompliu el sistema d'aigua per l'últim broquet i silencieu-lo;
La pressió de prova dels sistemes d'extinció d'incendis de gas és 1,25 de la pressió de treball, però, la pressió s'injecta al sistema en passos:
- 0,05 MPa;
- 0,5 del treballador;
- Pressió de funcionament;
- 1,25 de la pressió de treball;
- Entre períodes de pujada, es fa una exposició d'1-3 minuts. en aquest moment, mitjançant un manòmetre, es determina si ha començat una fuita;
- Sota pressió màxima, el sistema es manté durant 5 minuts.
- Un cop finalitzat el treball de prova, el líquid es drena i les canonades es bufen intensament amb aire comprimit.
Període de funcionament admissible
D'acord amb el FNP ORPD, la vida útil la fixa el fabricant. Segons el paràgraf 485 de les normes, si la documentació tècnica del fabricant no conté dades sobre la vida útil del cilindre, la vida útil s'estableix en 20 anys.
La major demanda és per als contenidors fabricats d'acord amb GOST 949-73 "Cilindres d'acer de volum petit i mitjà per a gasos a P (p) <= 19,6 MPa (200 kgf / cm²). Especificacions (amb les esmenes núm. 1-5)". Segons la clàusula 6.2. període de garantia d'ús - 24 mesos des de la data de posada en marxa.
Dispositius fabricats d'acord amb GOST 15860-84 "Cilindres d'acer soldats per a gasos d'hidrocarburs liquats per a pressió de fins a 1,6 MPa. Especificacions (amb esmenes núm. 1, 2) "segons la clàusula 9.2, tenen un període de garantia d'ús - 2 anys i 5 mesos des de la data de venda a través de la xarxa de distribució, i per als dispositius no comercials - des de la data de recepció per part de l'usuari.
D'acord amb els mètodes de diagnòstic tècnic MTO 14-3R-004-2005 i MTO 14-3R-001-2002 desenvolupats per a dispositius fabricats d'acord amb GOST 15860-84 i GOST 949-73, respectivament, la vida útil no ha de superar. 40 anys, subjecte a condicions per a l'examen un cop cada 5 anys, després dels quals es rebutgen els aparells.
Està prohibit utilitzar cilindres fabricats segons el GOST anterior abans del 02/01/2014, la vida útil dels quals és de més de 40 anys.
Segons el par.22 del Reglament tècnic de la Unió Duanera "Sobre la seguretat dels equips que funcionen sota pressió excessiva", els cilindres fabricats després del 02/01/2014 funcionen segons la vida útil estimada especificada pel fabricant al passaport del dispositiu.
Llegiu més sobre la vida útil i les condicions d'emmagatzematge d'un cilindre de gas en aquest material.
Resolem problemes legals de qualsevol complexitat. #Queda't a casa i deixa la teva pregunta al nostre advocat al xat. És més segur així.
Fer una pregunta
Examen tècnic - cilindre
Certificació tècnica de cilindres inclou la inspecció superfícies internes i externes dels cilindres; comprovar la massa i la capacitat; prova hidràulica.
Certificació tècnica de cilindres, amb l'excepció de les que es detallen a continuació, es realitza almenys una vegada cada 5 anys també a les empreses de servei o estacions de servei. Al mateix temps, s'examinen les superfícies interior i exterior, es realitza una prova hidràulica i es comprova la massa i la capacitat del cilindre. Els cilindres d'acetilè estan sotmesos a inspecció externa, proves pneumàtiques i proves de massa porosa.
Certificació tècnica de cilindres realitzat d'acord amb les Normes per al disseny i funcionament segur dels recipients a pressió i els paràgrafs.
Certificació tècnica de cilindres es realitza d'acord amb les Normes per al disseny i el funcionament segur dels recipients a pressió de l'URSS Gosgortekhnadzor i IV-B - 165 - IV-B - 172 d'aquestes Normes.
Certificació tècnica de cilindres, com s'ha esmentat anteriorment, es produeix un cop cada 5 anys en una estació de distribució de gas o en un punt especial.
Certificació tècnica de cilindres es duu a terme d'acord amb les Normes per al disseny i funcionament segur dels recipients a pressió.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'inscriuen en el certificat de cilindres. Els segells dels cilindres en aquest cas no es posen.



resultats examen tècnic de cilindres amb una capacitat superior a UN n s'inclouen en el certificat de cilindres. El segell dels cilindres en aquest cas no es posa.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'introdueixen al passaport dels cilindres. El segell dels cilindres en aquest cas no es posa.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'inclouen als certificats de cilindres. Els segells dels cilindres en aquest cas no es posen.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'introdueixen al passaport dels cilindres, en aquest cas no posen segell als cilindres.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'introdueixen al passaport dels cilindres. El segell dels cilindres en aquest cas no es posa.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'inscriuen en el certificat de cilindres. Els segells dels cilindres en aquest cas no es posen.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'introdueixen al passaport dels cilindres. El segell dels cilindres en aquest cas no es posa.
resultats examen tècnic de cilindres amb una capacitat de més de 100 litres s'inscriuen en el certificat de cilindres. Els segells dels cilindres en aquest cas no es posen.
No apte per a un ús posterior
Per què no s'han d'acceptar per repostar les bombones que han treballat la vida útil estàndard, però han superat l'examen tècnic?
Segons el paràgraf 485 de les Normes..., fins i tot els vaixells de gas que han superat amb èxit la prova tècnica i han complert el període reglamentari no són aptes per a un ús posterior.
El mateix paràgraf estableix que si es troben casos de reexamen amb èxit posteriors al novembre de 2014 d'un dipòsit la vida útil del qual ha expirat, aquests resultats s'han d'anul·lar, ja que segons la nova Normativa. Es prohibeix l'examen de cilindres més enllà de la seva vida útil.
Un material que ha esgotat el seu recurs de força és capaç de col·lapsar-se en qualsevol moment.
Totes aquestes mesures i normatives més estrictes van encaminades a millorar la seguretat del funcionament dels contenidors de gas en què el contingut es trobi a pressió.
Això es deu a l'augment de l'ús de cilindres al final de la seva vida útil i, com a conseqüència, a l'aparició d'accidents.
Resistir els requisits d'aquestes Normes... significa posar en perill no només la vostra salut i la vostra vida, sinó també la vida d'altres persones, cosa que no només és irracional, sinó també criminal.
Quins requisits han de complir les bombones de gas, com utilitzar-les correctament, què és un examen i quin procediment segueixen les bombones en una estació de servei? Sobre això al vídeo:
No has trobat resposta a la teva pregunta? Descobriu com resoldre el vostre problema particular: truqueu ara mateix:
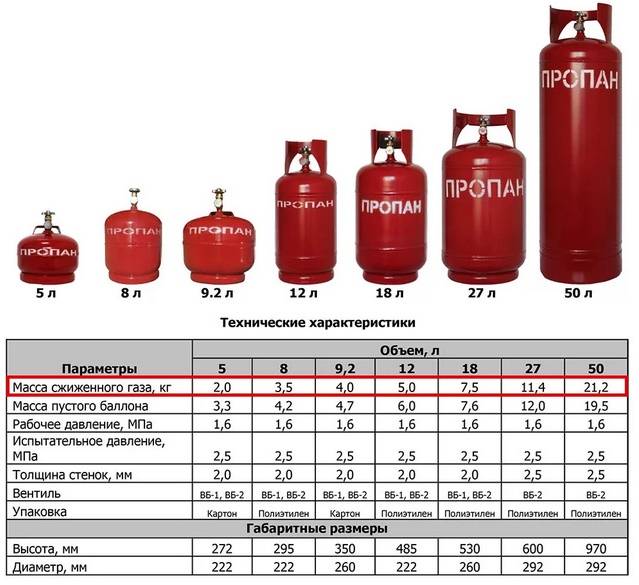
Per a l'emmagatzematge i transport de gasos comprimits i liquats, s'utilitzen recipients de metall o materials compostos. Aquests recipients estan dissenyats perquè el gas s'emmagatzemarà sota una determinada pressió.Per tant, GOST 15860-84 determina que la pressió de funcionament del dipòsit de propà no ha de superar els 1,6 MPa. També hi ha recipients dissenyats per a una pressió superior de 5 MPa. Tots els contenidors utilitzats per a l'emmagatzematge de gas s'han de provar i revisar periòdicament.
Comprovació de la bombona de gas
L'examen d'una bombona de gas és un esdeveniment que és necessari en primer lloc per al seu propietari. La certificació pot garantir que el cilindre és segur d'operar i es pot utilitzar per al propòsit previst, en cas contrari, no es permet l'ús. Hi ha un únic procediment d'enquesta, durant el qual s'inspeccionen les superfícies dels cilindres per detectar danys a la superfície.
Realitzen un control de qualitat de marcatge i coloració per complir amb els requisits de GOST, l'estat de la grua. A més, durant el procés de certificació, es realitzen proves hidràuliques dels dipòsits d'emmagatzematge de gas. Els resultats de la inspecció i les proves realitzades queden registrats al passaport que acompanya el producte durant tota la seva operació.
Sense portar a terme aquestes mesures, l'abastiment i l'explotació dels contenidors per a l'emmagatzematge i el transport de gas són inacceptables. La inspecció dels cilindres i l'emissió d'una conclusió sobre ells només pot ser realitzada per una organització que tingui tots els permisos i poders necessaris de les autoritats de supervisió estatals corresponents.
Els vaixells per a l'emmagatzematge de gasos s'han de certificar una vegada cada pocs anys. La durada depèn de diversos paràmetres: del material, per exemple, si els cilindres estan fets d'acer aliat o al carboni, n'hi ha prou amb que passin per aquest procediment una vegada cada cinc anys.Les bombones instal·lades als cotxes com a part del GLP s'han de certificar en tres o cinc anys.
Els cilindres, que funcionen en condicions estacionàries i estan destinats a l'emmagatzematge de gasos inerts, se sotmeten als controls necessaris una vegada cada deu anys.
Els períodes d'inspecció designats s'han de respectar estrictament. Tot és qüestió de seguretat. Si els contenidors estan destinats a l'emmagatzematge i transport de propà, acetilè o un altre gas explosiu, qualsevol defecte a la superfície exterior del cilindre pot tenir conseqüències irreparables.
Tan bon punt sorgeixen dubtes sobre el rendiment d'un dipòsit d'emmagatzematge de gas, cal retirar-lo de la circulació i comprar-ne o llogar-ne un de nou.
Casos en què està prohibit l'ús d'un manòmetre.
Si no hi ha cap segell o marca al manòmetre, el període de calibratge s'ha vençut o el punter de l'engranatge no torna a la marca inicial, més de la meitat de l'error admissible quan s'encén, està prohibit utilitzar aquesta pressió. calibre.
A més, no està permès utilitzar un instrument en què el vidre estigui trencat o tingui altres danys que puguin afectar la correcció de les lectures.
En conclusió, observem que un manòmetre de pressió útil pot servir com a garantia de la seguretat de treballar amb equips de soldadura de gas.
Els dispositius i eines de mesura requereixen un control mitjançant mesuradors mètrics. Els manòmetres que analitzen la pressió de líquids i gasos s'instal·len en calderes de calefacció, bombones de gas i s'utilitzen a les unitats de producció. Per obtenir les lectures correctes del dispositiu i protegir els empleats de l'empresa, s'ha de dur a terme un calibratge periòdic dels manòmetres.
Disseny i tipus
El propà (CH3)2CH2 és un gas natural d'alt poder calorífic: a 25°C el seu poder calorífic supera les 120 kcal/kg.
Al mateix temps, s'ha d'utilitzar amb precaucions especials, ja que el propà és inodor, però fins i tot a la seva concentració a l'aire de només el 2,1% és explosiu.
És especialment important que, en ser més lleuger que l'aire (la densitat del propà és de només 0,5 g/cm 3 ), el propà augmenta i, per tant, fins i tot a concentracions relativament baixes, és un perill per al benestar humà.
Un reductor de propà ha de realitzar dues funcions: proporcionar un nivell de pressió estrictament definit quan hi ha connectat qualsevol dispositiu i garantir l'estabilitat d'aquests valors de pressió durant el funcionament posterior. Molt sovint, com a dispositius s'utilitzen màquines de soldadura de gas, escalfadors de gas, pistoles de calor i altres tipus d'equips de calefacció. Aquest gas també s'utilitza per al cilindre de propà d'un cotxe que funciona amb combustible liquat.








Hi ha dos tipus de reductors de propà: una i dues càmeres. Aquests últims s'utilitzen amb menys freqüència, ja que són més complexos en el seu disseny i la seva capacitat distintiva - per reduir de manera consistent la pressió del gas en dues cambres - s'utilitza a la pràctica només amb requisits més elevats per al nivell admissible de caigudes de pressió. Es consideren models habituals de caixes de canvis BPO 5-3, BPO5-4, SPO-6, etc.. El segon dígit del símbol indica la pressió nominal, MPa, a la qual s'activa el dispositiu de seguretat.

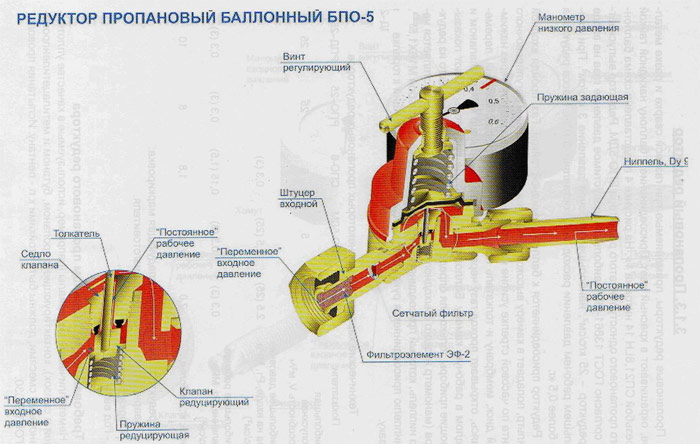
Estructuralment, un reductor de propà d'una sola càmera del tipus BPO-5 (Balloon Propane Single-camera) consta dels components i parts següents:
- Cos.
- impulsor.
- Seient de la vàlvula.
- Reducció de la primavera.
- membranes.
- Vàlvula reductora.
- mugró de connexió.
- Encaix d'entrada.
- posant la primavera.
- filtre de malla.
- manòmetre.
- Cargol d'ajust.
Les principals característiques tècniques dels reductors de propà són:
- Rendiment màxim en termes de volum de gas per unitat de temps, kg / h (marcat amb un número situat immediatament després de l'abreviatura de la lletra; per exemple, un reductor de propà del tipus BPO-5 està dissenyat per passar no més de 5 kg de propà per hores);
- Pressió màxima de gas d'entrada, MPa. Depenent de la mida del dispositiu, pot estar en el rang de 0,3 a 2,5 MPa;
- pressió de sortida màxima; en la majoria de dissenys, és de 0,3 MPa i s'adapta al mateix indicador per a una unitat que consumeix gas.
Tots els reductors de propà fabricats han de complir totalment els requisits de GOST 13861.

PRESSIÓ DEL CILINDRE
El crimpat és el procés de prova d'un cilindre HBO d'automòbil per a la resistència i l'estanquitat.
Com es realitza la verificació?
Es realitzen proves hidràuliques (aigua) i pneumàtiques (aire):
Hidràulica: s'elimina tot l'aire del recipient i s'omple d'aigua;
Sota pressió, es comprova l'estanquitat, per si hi ha fuites, després de la qual cosa es drena el cilindre (assecat);
Pneumàtic: el recipient es submergeix en un recipient amb aigua i es prova amb aire comprimit o gas inert (d'acord amb PB 03-576-03, es permet substituir un procediment per un altre).
L'essència és la mateixa: comprovar l'estanquitat.
Després de superar amb èxit la prova de pressió, el cilindre de l'automòbil es considera apte per al seu ús i es transfereix per a la verificació (certificació i marca).
VERIFICACIÓ DEL CILINDRE
La verificació de la bombona de gas (propà i metà) serveix com a confirmació del compliment total de la bombona de gas amb els requisits de seguretat.
Després de totes les comprovacions del cilindre, es realitza la seva certificació: documentant el permís d'admissió i posterior funcionament del cilindre al sistema HBO.
Al client se li dóna:
Certificat de realització de proves periòdiques dels equips de globus de gas instal·lats al vehicle (Model 2B);
Marqueu al passaport la data del proper reexamen del vehicle;
Els documents de verificació del cilindre de gas del cotxe indiquen que el vaixell va ser sotmès a proves d'inspecció externa i interna i hidràuliques (pneumàtiques) i es va trobar apte per a treballs posteriors al sistema HBO del cotxe.
Els resultats de la verificació del cilindre, és a dir, el certificat del model 2B, s'han de portar amb vostè. Es pot requerir per a la seva presentació en tres casos: a petició de l'inspector de la policia de trànsit, quan es realitza un manteniment de vehicles (TO) i es reben la targeta de diagnòstic, així com en algunes gasolineres (que requereixen certificats de verificació de bombolles a l'hora de repostar).
PREU DE L'ENQUESTA I CERTIFICACIÓ DE CILINDRES
El cost de l'obra depèn de l'estat del cilindre HBO identificat durant la certificació (si es requereix neteja per corrosió, imprimació, pintura, etc.) i si es requereix treball addicional (desmuntatge-instal·lació o es proporciona de forma desmuntada i preparat). netejat de la brutícia).
Cost de l'examen, recertificació, prova de pressió i verificació d'1 cilindre (sense desmuntatge), inclosa l'execució i expedició de documents sobre la seva verificació (2a, 2b):
Si el cilindre té corrosió (no més del 10% de la superfície total del recipient), es realitza un treball de pintura addicional abans de la prova de pressió, segons la llista de preus:
| Neteja + preparació + imprimació + pintura + aplicació de inscripció tècnica (restauració) | |
| 3 000 fregues | Ampolla de 50 l (diàmetre 300, L fins a 1000 mm) |
| 5 000 fregues | per diàmetre 360, L 1300 mm |
| 7 000 fregues | diàmetre 400 - 500, L 1000 mm |
Temps de finalització - 2 dies.
Com podeu veure, els preus de tots els tràmits són molt econòmics, donat el volum de treball amb equips de gas. Aquest és un petit preu a pagar per la seguretat del cilindre que portes al teu cotxe.
Reparació de vàlvules de bombona de gas
Les principals disfuncions de les vàlvules de gas
De fet, el disseny de la vàlvula de gas no és difícil i no hi ha res especial per trencar-hi. No obstant això, per diverses raons, pot començar a passar gas o fallar completament. Un dels motius de les seves avaries és l'actitud descuidada del personal. Per exemple, aplicar una força excessiva en obrir o tancar. Això pot treure el fil o trencar la tija.
A més, les partícules estranyes que entren al regulador poden impedir que tanquin completament la vàlvula, i això comportarà inevitablement una fuita de gas. En qualsevol cas, davant la més mínima sospita de defectes en el cos o mecanisme de la vàlvula de gas, la bombona s'ha de retirar del lloc de treball o instal·lació d'amenitats i enviar-la a reparació.
Sí, sens dubte, la vàlvula de gas es pot treure de la bombona i inspeccionar-la tu mateix i, si cal, purgar o reparar, però no hem d'oblidar que qualsevol treball amb una bombona de gas comporta un perill potencial.És per això que hi ha una prohibició estricta de desmuntar les vàlvules de gas de manera independent en condicions artesanals. Si fins i tot hi ha una petita oportunitat de transferir la reparació d'una vàlvula de gas a un taller, és millor fer-ho.
Calibratge de manòmetres: termes, metodologia, regles
Al sistema d'injecció d'aire comprimit es poden instal·lar diversos dispositius de mesura; s'utilitza àmpliament un manòmetre. Com molts altres dispositius, aquest s'ha de sotmetre a un manteniment periòdic. Només en aquest cas, podeu estar segurs que durarà un llarg període i que les lectures obtingudes seran precises. Considereu totes les característiques del procediment de verificació del manòmetre amb més detall.



Calibratge de manòmetres: regles
Els manòmetres s'han de comprovar només tenint en compte les normes i recomanacions bàsiques, ja que els errors comesos poden provocar una disminució de la precisió del producte. Les regles bàsiques són les següents:
- En primer lloc, s'inspecciona un manòmetre per determinar l'estat del mecanisme. Els danys al dispositiu poden indicar que la verificació no val la pena. Alguns dels defectes es poden eliminar, per exemple, substituint el vidre protector, tot depèn de les característiques d'un model de manòmetre particular.
- Es creen les condicions més aproximades al funcionament. Un exemple és l'indicador de la humitat de l'aire, la pressió atmosfèrica i la temperatura ambient.
- Al començament de la prova, el punter hauria d'estar a zero. Això elimina la possibilitat d'un error en el moment de la mesura.
Si no és possible posar la fletxa a zero, el dispositiu s'ajusta amb un cargol especial.
Condicions de verificació dels manòmetres
El focus està en els terminis.El propòsit del calibratge és millorar la precisió de les lectures. Entre les característiques destaquem els següents punts:
Només és possible dur a terme el procediment en qüestió de manera independent si el dispositiu s'instal·la com a element de mecanismes irresponsables.
He de calibrar els mesuradors?
La verificació primària del dispositiu es realitza per determinar la pressió nominal. En el futur, el control us permet excloure la possibilitat de reduir la precisió.
Es requereix un calibratge periòdic del manòmetre per tal d'excloure la possibilitat d'avaria.
Alguns sistemes no es poden operar sense l'ús d'un manòmetre.
Si no feu el tràmit a temps, podeu trobar els problemes següents:
- Error de mesura. En alguns casos, un petit error no redueix l'eficiència del compressor, en altres, la precisió de la pressió és important.
- La vida útil del manòmetre es redueix significativament. Alguns danys al mecanisme durant el seu funcionament a llarg termini poden provocar un desgast ràpid. El cost dels manòmetres d'alta precisió és molt elevat.
- Hi ha una possibilitat de fuites del medi, que provocaran una disminució de la pressió en el sistema.
En conclusió, observem que si cal calibrar el dispositiu de mesura del compressor, podeu realitzar aquest treball vosaltres mateixos. Per fer-ho, podeu comprar un dispositiu especial en una botiga especialitzada. Altres mecanismes, que estan subjectes a requisits més elevats, haurien de ser controlats exclusivament per un especialista. Després del procediment, s'ha de col·locar un farcit.
, seleccioneu un fragment de text i premeu Ctrl+Enter.
Comprovació de les alarmes de gas a Sebastopol
CJSC "YUSTIR" realitza la verificació d'alarmes de gas, tant a la instal·lació com en un laboratori especialitzat, d'acord amb els mètodes de verificació vigents.
Les alarmes de gas estan dissenyades per evitar fuites de gas: propà metà, monòxid de carboni, etc., s'instal·len en sales de calderes i fracturació hidràulica. Per regla general, els dispositius de senyalització es calibran un cop l'any (segons el model, l'interval de calibració pot ser diferent).
L'objectiu de la verificació és identificar un detector de contaminació de gas defectuós simulant fins a concentracions explosives mitjançant mescles de gasos de verificació (CGM).
Verificació in situ: els nostres especialistes estan preparats per anar al lloc amb l'equip necessari per calibrar les alarmes de gas al lloc d'operació, per ajustar i calibrar amb mescles de gasos de prova.
Verificació al laboratori
La nostra empresa realitza ajustos i reparacions en un laboratori equipat, disposa d'una àmplia gamma de recanvis per a la reparació d'alarmes de contaminació per gas, tant nacionals com d'importació.
El laboratori compleix amb tots els requisits del procediment de verificació, molt important a l'hora de configurar i calibrar i calibrar detectors de gas. Si cal, l'organització disposa d'un gran fons d'intercanvi d'alarmes de gas verificades, que permet el lliurament al laboratori per a la reparació posterior del dispositiu.
La verificació dels analitzadors de gasos es realitza al lloc d'instal·lació al lloc del client. La verificació dels detectors de gas de monòxid de carboni i metà (verificació de sensors de gas) s'ha de fer un cop l'any.
CJSC "YUSTIR" realitza un complex de treballs sobre l'organització de la verificació, calibratge i reparació d'alarmes de gas.La verificació dels detectors de gas es realitza amb l'emissió de certificats de verificació de la mostra establerta. El preu inclou un cicle complet de realització d'un robot per comprovar les alarmes de gas.
Conclusions i vídeo útil sobre el tema
Amb què heu de tenir cura a l'hora de comprar cilindres:
Recomanacions per a l'autoreparació:
Només els equips de gas en bon estat poden garantir la comoditat i la seguretat dels propietaris
Els controls periòdics són una altra manera de protegir els ciutadans d'un accident accidental, per la qual cosa s'han de tractar amb atenció i responsabilitat els requisits del servei de gas.
En el cas dels reductors de gas, una vegada a l'any, convidar a un especialista per comprovar els manòmetres i, si cal, substituir o reparar l'equip.
Podeu participar en la discussió, deixar el material, compartir la vostra experiència o fer preguntes d'interès als nostres especialistes: el bloc de contactes es troba a l'article.