
- Tecnologia de fabricació a casa
- Vàlvula de papallona multifuncional
- Fixació universal
- Característiques, característiques i finalitat de la porta
- Per a què serveix una vàlvula?
- Escollint una opció d'ubicació
- Funcions, finalitat i característiques
- Com fer una vàlvula de comporta amb les vostres pròpies mans
- Preparació de materials i eines
- Elaboració d'un diagrama (dibuix)
- Marcar i tallar peces
- Passos d'instal·lació de la vàlvula
- Fabricació de bricolatge
- Opció 1. Fabricació d'una vàlvula rotativa d'acer inoxidable
- Opció 2. Realització d'una porta retràctil horitzontal d'acer inoxidable
- Varietats de vàlvules de comporta
- Materials i eines
- Instal·lació
- Fabricació de bricolatge
- Fabricació de porta corredissa
- Instruccions de fabricació de la vàlvula d'acceleració
- Normes de seguretat
Tecnologia de fabricació a casa
Els especialistes qualificats sempre se centren en el fet que fins i tot un mestre novell pot fer una porta giratòria i retràctil. Al cap i a la fi, perquè el producte acabat pugui fer front perfectament a la seva tasca principal, cal fer correctament totes les mesures necessàries.
Si l'amortidor acabat s'adapta perfectament a la xemeneia, amb el pas del temps es pot encallar, ja que es veurà afectat per l'alta temperatura.I quan hi ha un gran espai entre la vàlvula i la canonada, serà difícil regular la intensitat de l'empenta durant el funcionament.
Vàlvula de papallona multifuncional
Per a la fabricació d'aquest tipus de porta, cal utilitzar una cantonada d'acer de 30x30 mm, així com una xapa d'acer resistent, el gruix de la qual és d'almenys 1,5 mm. El procés de fabricació en si consta de diverses etapes principals, que s'han d'implementar en una seqüència estricta:
- Inicialment, cal fer mesures de l'interior de la xemeneia. Això es fa per evitar errors durant la fabricació d'un marc des d'una cantonada, que es fixa amb una màquina de soldadura.
- A un costat del marc, s'ha de perforar un petit forat exactament al centre (diàmetre 7-8 mm). És útil per a l'eix giratori.
- S'ha de fer un forat similar a l'altre costat del marc.
- La placa amortidor s'ha de tallar d'una xapa d'acer. Aquesta peça ha de correspondre totalment a les dimensions internes del marc que s'està realitzant.
- Per fer un eix guia, cal agafar un tros de filferro amb un diàmetre de 9 mm i una longitud que superarà la mida del propi marc en 7 cm. Els fils s'han de tallar per un costat del cable (un encuny sí això millor).
- L'eix acabat s'enrosca amb cura als forats del marc i es fixa amb una femella.
- Totes les seccions de la placa es processen amb una esmoladora i s'insereixen al marc.
- En aquesta etapa, el mestre ha de soldar l'eix exactament al centre de la placa.
- Només queda fer un mànec còmode per a la guia amb materials improvisats d'alta qualitat.
Fixació universal
Les vàlvules de comporta modernes inclouen la pròpia vàlvula, així com un marc de guia especial.Per això, abans de començar a treballar, el mestre ha de mesurar la secció interna de la canonada o xemeneia de maó. D'acord amb les mesures disponibles, es talla un rectangle net de xapa d'acer (gruix 5 mm). D'una banda, es fa un petit plec longitudinal, l'amplada del qual no ha de superar els 30 mm.
Aquestes manipulacions són necessàries per tal de facilitar l'ampliació de l'amortidor acabat. Cada tall s'ha de tallar, de manera que les dimensions del producte es redueixen immediatament en 2 mm a cada costat. Aquestes accions del mestre garantiran el lliure moviment de l'amortidor dins de la xemeneia.
Quan la porta està feta per a una xemeneia de maó, el marc en si pot estar fet de filferro d'acer gruixut, el diàmetre del qual és de 6 mm. Durant aquest procediment, el blanc metàl·lic simplement es doblega amb la forma de la lletra P d'acord amb les mesures disponibles.
Si la xemeneia té una forma rectangular i està feta d'acer, el marc es fa millor amb una tira de metall de 2 mm de gruix i fins a 35 mm d'ample. La tira preparada es doblega, deixant un buit net al llarg del gruix de la placa. Només llavors es poden fer petits talls en dos llocs amb un angle de 45 ° per donar a la peça una forma d'U. Tots els buits als llocs de talls s'han de soldar cap a extrem.
Per connectar els extrems d'un amortidor casolà, cal utilitzar dues peces de metall, que s'han de col·locar de manera que la fulla de la porta passi lliurement entre elles. Al final de totes aquestes manipulacions, el mestre hauria de tenir un marc rectangular amb ranures per a l'obturador.
Per fer una vàlvula en una canonada rodona, cal agafar dos metalls idèntics làmina de 2 mm de gruix. Els forats rodons es tallen al centre segons el diàmetre de la xemeneia. La placa de la vàlvula s'ha de fabricar per separat. Després d'això, les làmines s'interconnecten mitjançant una màquina de soldadura.
Només cal soldar tres costats al voltant del perímetre perquè els forats de la porta acabada de la canonada coincideixin exactament. S'ha de deixar un espai de 5 mm entre el full superior i el inferior. Sobre això, el procés de fabricació de la porta es pot considerar completat, ja que el mestre només ha d'introduir la vàlvula i fixar el producte acabat a la xemeneia.
Característiques, característiques i finalitat de la porta
Què és una vàlvula de comporta? Està dissenyat per controlar i ajustar el tiratge en el sistema de xemeneia. De l'alemany, la paraula shiber es tradueix com una peça feta de metall (el metall pot ser diferent). Qualsevol fabricant d'estufes sap que una bona tracció és la condició més important per fer funcionar correctament el sistema de combustible.
Si no hi ha prou empenta al sistema, l'oxigen, que és tan important per a la combustió, no hi arriba. Com a resultat, el procés d'ignició i combustió serà problemàtic. D'altra banda, en absència de corrent d'aire, tot el fum entrarà a l'habitació, la qual cosa comporta conseqüències negatives. Però si el tiratge és bo, i és precisament això el que proporciona l'amortidor giratori per a la xemeneia, la combustió serà efectiva:
- En primer lloc, serà molt més fàcil encendre el combustible.
- En segon lloc, el procés de combustió millora, el combustible es crema ràpidament, aportant cada cop més calor a l'habitació.
- En tercer lloc, el fum no entra i el procés de calefacció és molt millor.

Per tant, la vàlvula de comporta us permet millorar la tracció, evitar conseqüències negatives en cremar combustible sòlid en una estufa o llar de foc.Els experts aconsellen muntar aquesta peça en escalfar amb qualsevol combustible, ja sigui gas, carbó o llenya.
La pròpia vàlvula de comporta s'instal·la directament a la xemeneia. És el principal regulador d'empenta, controlant el procés de combustió del combustible. Cal aclarir que una tracció massa forta tampoc és molt acceptable, ja que el combustible es cremarà intensament, el consum augmentarà significativament. La vàlvula funciona així: per reduir el corrent d'aire i reduir la intensitat de la combustió dins del forn, cal tapar-lo. I si cal augmentar la tracció, es realitza l'acció contrària. El procés es realitza de manera mecànica amb la participació d'una persona.
La vàlvula de comporta sembla una placa metàl·lica, gràcies a la qual es pot bloquejar o alliberar la xemeneia. Es munta tant per a sistemes de paret simple, com per a coures de doble paret.
Nota! En el cas que la llar de foc i l'estufa no estiguin en ús, cal tancar la vàlvula corredissa durant tot el període.

Normalment, una vàlvula de xemeneia s'instal·la prop de l'estufa, a la secció inicial de la canonada de la xemeneia. Es troba a aproximadament 1 m del forn. Així una persona pot arribar-hi fàcilment. A més, aquesta zona no està aïllada. Els experts no recomanen muntar la porta en un lloc ben aïllat. Això és especialment cert per a canonades de doble circuit. Per què? El cas és que sota la influència de l'alta temperatura, el metall de les canonades interiors i exteriors s'expandeix i la vàlvula en si mateixa sovint s'encalla i no sobresurt cap enrere.







En resum, podem considerar les principals tasques que realitza una vàlvula de comporta:
- És capaç de regular el tiratge a la xemeneia, reduint-lo o augmentant-lo.
- Cobreix parcialment la secció del tub de la xemeneia.
- L'amortidor serveix com a regulador d'intensitat de la flama al forn.
Tot i que la porta és petita i discreta, és senzillament impossible prescindir-ne. Tanmateix, s'ha d'entendre que en el cas que el procés de combustió al forn es duu a terme amb el subministrament d'aire fresc, no cal instal·lar una vàlvula de comporta.

Ara pel que fa al material de fabricació de la porta. Molt sovint, s'utilitza acer inoxidable per a aquest propòsit, el gruix del qual no és superior a 1 mm. Una vàlvula de comporta feta d'aquest metall d'aquest gruix serà capaç de:
- suportar temperatures que arriben als 900 graus centígrads;
- la vàlvula de comporta és resistent a la corrosió;
- té un petit coeficient d'expansió tèrmica.
Perquè el funcionament de la peça i de la xemeneia sigui el més senzill possible i no hi hagi problemes amb la neteja del sutge, hauríeu de triar una vàlvula de comporta corredissa amb una superfície polida. L'acoblament de les costures es realitza mitjançant rodament.

La nota! Un amortidor convencional pot cobrir fins a un 85% de la secció de la xemeneia. Aquesta és la millor opció per eliminar eficaçment els productes de la combustió i garantir la combustió adequada del combustible.
Per a què serveix una vàlvula?
L'ús d'un amortidor permet tancar el canal de la xemeneia després del funcionament del forn. Els forats d'aquest dispositiu eviten l'obstrucció total de la secció transversal del canal de la xemeneia. Val la pena recordar que la posició tancada d'aquesta vàlvula indica que la xemeneia no està en ús, i la posició oberta significa l'inici del forn.
El tiratge a la xemeneia és un indicador molt important que determina no només l'eficiència de l'eliminació de productes de combustió de la xemeneia, sinó també l'eficiència del sistema de calefacció en conjunt.Per tant, la regulació de l'empenta, realitzada amb l'ajuda d'un element lliscant, és molt important. Si el nivell d'empenta del sistema supera els paràmetres permesos, cal ajustar la posició de l'element de la porta. Aquesta vàlvula regula el tir reduint o augmentant l'índex de secció transversal del canal de la xemeneia.
A més, els elements lliscants fan una altra funció important, que és regular la combustió dels productes en el dispositiu de calefacció. La intensitat de la combustió es controla a causa del fet que aquest element regula el moviment del flux d'aire dins del sistema. Cal tenir en compte que és impossible muntar productes de porta si el processament de matèries primeres de calefacció es realitza al dispositiu a causa dels fluxos d'aire de subministrament.
Les més duradores i fàcils de mantenir són les vàlvules de comporta inoxidable o galvanitzades.
Com a regla general, aquests productes estan fets d'acer inoxidable, que té bones característiques de resistència. L'acer inoxidable és resistent a les influències corrosives destructives i també és resistent als compostos químics actius formats a l'interior de la xemeneia. El gruix de la porta varia de 0,5 a 1 mm. Les portes es caracteritzen per una alta estabilitat tèrmica i són capaços de suportar temperatures de fins a 900 graus centígrads.
Informació útil! Es recomana seleccionar amortidors amb una superfície polida. Un amortidor polit és més fàcil d'utilitzar, més fàcil de netejar del sutge.
L'amortidor té costures enrotllables i és capaç de cobrir una àrea bastant gran del canal de la xemeneia (fins a un 85 per cent). Aquestes característiques han fet que aquest producte sigui molt popular entre els consumidors.
Escollint una opció d'ubicació
Hi ha diverses maneres d'instal·lar una porta, cadascuna de les quals té pros i contres. Un factor important és de què està feta la xemeneia. Però els mestres moderns prefereixen utilitzar les tres opcions més habituals:
- Instal·lació en una llar de foc.
- Subjecció segons el mètode "pipe in pipe".
- Instal·lació al sistema de ventilació.

L'amortidor es pot instal·lar al sistema de ventilació.En cas que el mestre hagi escollit el tipus d'instal·lació "tuba a canonada", no haurà d'utilitzar fixacions especials per fixar de manera segura l'amortidor amb els elements de la xemeneia. La ubicació de la porta al sistema de ventilació elimina completament la possibilitat de sobreescalfament del motor del ventilador durant el funcionament actiu.
Els fabricants moderns ofereixen xemeneies preparades per a la instal·lació, que estan equipades amb tots els dispositius necessaris (un amortidor lliscant no és una excepció). En aquest cas, la peça s'ha d'utilitzar d'acord estricte amb les recomanacions establertes pel fabricant. En cas contrari, podeu fer una vàlvula a la xemeneia amb les vostres pròpies mans i a un preu més assequible.
Et convidem a llegir: Què fer si el formigó està congelat
Hi ha tres opcions principals per col·locar l'amortidor a la xemeneia:
- fixació "tuba a canonada";
- col·locació en una llar de foc;
- instal·lació en una canonada de ventilació.
Xemeneia de maó amb amortidor
Si col·loqueu una vàlvula de comporta a la canonada de sortida o al forn del forn, és a dir, incrusteu aquest element en el seu disseny, l'amortidor es col·locarà en un segment de canonada el més a prop possible de la caldera de calefacció. Això garanteix facilitat de control, facilitat per girar l'amortidor. Això s'explica pel fet que el mànec no tocarà ni el portal ni la zona del revestiment.Si es disposa d'acord amb l'opció "tuba a canonada", no calen fixacions addicionals per a la connexió amb altres elements del forn.
Normalment s'ofereixen xemeneies preparades per a la instal·lació, que estan equipades amb tot el necessari, inclosa una vàlvula corredissa. En aquest cas, es col·loca al sistema d'acord amb les instruccions del fabricant. Si no es proporciona per un motiu o un altre, és molt possible fabricar i instal·lar aquest element pel vostre compte.
Funcions, finalitat i característiques
En ser el principal regulador de tiratge dins de la xemeneia, l'amortidor regula la combustió del combustible. Per reduir el tir i reduir la intensitat de la flama al forn, n'hi ha prou amb cobrir la vàlvula de comporta. Per augmentar la tracció, al contrari, cal obrir-lo.










De fet, la porta és una placa metàl·lica normal que permet ajustar l'empenta.
Es pot instal·lar com sistemes de calderes de paret única, així com en els de doble paret.
Si la llar de foc amb l'estufa no s'utilitza, durant aquest període la vàlvula de comporta ha d'estar en posició tancada.
Però al lloc d'una xemeneia ben aïllada, al contrari, no es recomana instal·lar una vàlvula. Sobretot quan es tracta de canonades de doble circuit. Quan el metall de les canonades interior i exterior s'expandeix, la porta corredissa es pot encallar.
Per tant, les principals tasques de la vàlvula de comporta són:
- La funció del regulador de tiratge a la xemeneia.
- Superposició parcial de la secció del canal de la xemeneia.
- Regulador d'intensitat de flama al forn.
La vàlvula de comporta és una placa metàl·lica fina, ajustable manualment mitjançant una nansa especial. Aquest últim es troba fora del tub de la xemeneia perquè l'usuari pugui ajustar manualment la posició de la placa.
Segons el disseny i el tipus d'amortidor, s'instal·la mitjançant un marc metàl·lic especial o s'insereix a la canonada i es fixa amb una vareta axial.
L'amortidor de la xemeneia realitza les funcions següents:
- augmenta la potència de tracció en condicions meteorològiques difícils;
- augmenta la intensitat de la combustió al forn augmentant el flux d'oxigen;
- redueix el tiratge amb un fort soroll a la xemeneia durant vents forts;
- estalvia combustible reduint la intensitat de la combustió;
- evita les fuites de calor després que l'escalfador s'hagi escalfat.
Com fer una vàlvula de comporta amb les vostres pròpies mans
Penseu en com fer les dues opcions per a les vàlvules per a xemeneies - retràctil i girar. Cadascun d'ells té els seus propis matisos de fabricació i instal·lació. Comencem amb la vista retràctil.
Preparació de materials i eines
Per crear un model senzill porta corredissa adequada d'acer galvanitzat. És lleuger, gràcies a la seva superfície llisa es neteja fàcilment del sutge i, si cal, la part mòbil es pot substituir fàcilment.
L'acer mil·limètric no és adequat, ja que es doblega fàcilment i, si es deforma, serà difícil lliscar la placa a la xemeneia. El gruix mínim de la làmina és d'1,5 mm, i preferiblement 2-2,5 mm
Les eines principals són una màquina de soldadura, elèctrodes, una esmoladora, cisalles metàl·liques (escollim en funció del gruix de la xapa), un trepant amb un disc de rectificat, trepants metàl·lics, una llima. El treball es fa millor en un banc de treball amb un torn. Entre altres coses, necessitareu un full de paper per a la plantilla, una cinta mètrica, un retolador.
Elaboració d'un diagrama (dibuix)
El dimensionament s'ha de prendre seriosament, ja que fins i tot uns pocs mil·límetres poden provocar un mal funcionament de la xemeneia.Per esbrinar les dimensions del marc, hauríeu de mesurar la secció transversal del canal de la xemeneia amb una cinta mètrica: coincidirà amb les dimensions de la part interior del marc. A aquest valor, afegiu 20-30 mm a tres costats i calculeu el costat exterior del marc.
Dibuix d'un amortidor amb un marc de filferro. Un marc de filferro és més difícil de fixar a la maçoneria que un perfil amb costats plans i amples.
Perquè la vàlvula pugui lliscar fàcilment, sense esforç, hauria de ser una mica més estreta que l'amplada del marc (tenint en compte els costats exteriors). Per simplificar els càlculs, cal dibuixar un diagrama de disseny i designar totes les dimensions possibles, de manera que en el futur, mentre treballeu amb metall, pugueu navegar per elles.
Per a canonades metàl·liques, solen combinar el disseny d'un amortidor pla amb un fragment de xemeneia situat perpendicularment.
Mides de disseny per a una canonada rectangular. L'amortidor ha de bloquejar completament la xemeneia, però al mateix temps tenir petits forats per a la penetració d'aire perforats amb un trepant o un buit.
Per a xemeneies de maó, n'hi ha prou amb un marc pla fet de filferro o un perfil amb una vàlvula que es mou al llarg de les guies (dos costats paral·lels).
Marcar i tallar peces
Un cop determinats les dimensions exactes, vam tallar el marc de la porta. Si la xemeneia és petita (per exemple, en un bany o en una cuina d'estiu), podeu utilitzar un cable gruixut doblegant-lo amb la forma de la lletra P.
Un marc més detallat és un perfil de cantonada fort. Per fer-lo, tallem una tira de xapa d'acer i la dobleguem en un angle de 90º. Per donar al perfil la forma desitjada, en els llocs on hi ha marcades les cantonades, tallem un dels plànols.En doblegar, obtenim un marc. Soldem els llocs dels plecs.
A continuació, talleu l'obturador. Hauria de ser uns 5-10 mm més estret que l'amplada del marc. Ajustem la longitud de manera que en estat tancat només es vegi un petit fragment de la vàlvula. Podeu decorar-lo de diferents maneres: en forma d'orella amb un forat o només amb una vora doblegada.
Netegem les vores de la porta tallada amb un disc perquè el procés de tancament/obertura es faci de manera fàcil i silenciosa. Els detalls no es poden pintar.
Passos d'instal·lació de la vàlvula
La foto mostra les etapes de la instal·lació d'una porta feta a fàbrica. Pel mateix principi, es munta un dispositiu casolà.
Galeria d'imatges
Foto de
D'acord amb l'esquema del dispositiu del forn, determinem la ubicació d'instal·lació de la porta corredissa i marquem els maons que cal tallar
Traiem els maons que serveixen de base per muntar l'amortidor i els tallem a la mida del marc de la porta amb una esmoladora
Utilitzem morter de maçoneria per fixar la vàlvula. L'apliquem al lloc d'instal·lació i després a les vores del marc des de dalt
La vàlvula "es va situar" al mateix nivell que la resta de maons, de manera que no hi ha obstacles per a més maçoneria, es fa de la manera habitual, segons l'esquema de comanda.
Pas 1: determineu la ubicació d'instal·lació
Pas 2: tallar maons al voltant del perímetre del forat
Pas 3: plantar la porta a la solució
Pas 4: maó sobre la porta
L'alçada d'instal·lació de l'amortidor depèn en gran mesura del disseny de l'estufa, a les estufes de sauna és més baixa, a les estufes de calefacció per a la casa és més alta. L'alçada mínima és de 0,9-1 m des del terra, la màxima és d'uns 2 m.








Fabricació de bricolatge
La senzillesa del disseny de la placa amortidor per a la xemeneia us permet fer-ho vosaltres mateixos per tal de regular-hi encara més el tiratge.
Opció 1.Fabricació d'una porta giratòria d'acer inoxidable
Oferim instruccions detallades per a la fabricació de l'amortidor ja amb la calefacció de l'estufa acabada, quan s'ha completat el disseny, però no es va proporcionar el mecanisme de la porta.
Per fer i instal·lar una porta amb les vostres pròpies mans, necessitareu els materials següents:
- mola abrasiva, tall i rectificat;
- trepant;
- aixeta;
- oli per lubricar l'aixeta quan s'enrosca;
- un martell;
- torn;
- alicates;
- soldadura;
- nucli;
- elèctrodes per a acer inoxidable;
- brúixola;
- ruleta;
- marcador permanent.
A partir dels materials, haureu de preparar immediatament:
- xapa d'acer inoxidable de 1,5 -2 mm de gruix.
- tub d'acer inoxidable amb un diàmetre interior de 6 mm;
- 2 cargols de 8 mm,
- clau (o vareta metàl·lica).
Quan totes les eines i materials estiguin preparats, podeu començar a treballar.
- Mesureu el diàmetre interior de la canonada i marqueu-lo a la làmina d'acer inoxidable amb una brúixola. Pas 1
- Ara, utilitzant un molinet, talleu un cercle segons el marcatge. Pas 2
- Provem l'amortidor retallable, si cal, l'afinam amb una mola fins que entri clarament a la canonada.
- Agafeu el tub d'acer inoxidable preparat i enganxeu-lo al cercle acabat. Mesureu amb un retolador la mida de l'amortidor. El fem més petit que el diàmetre interior en 3 mm a cada costat Pas 4
- Tallem el tub amb una esmoladora amb una roda de tall.
- Perforem un forat interior al tub de 6,8 mm per enfilar. Quan es perfora, cal lubricar periòdicament la superfície interior del tub amb oli de màquina.
- Tallem un fil de 8 mm a banda i banda del tub amb una aixeta, sense oblidar-nos de lubricar l'aixeta en el procés.Per treure les estelles tallades, cal fer una volta de mitja volta cada mitja volta de l'aixeta del fil.
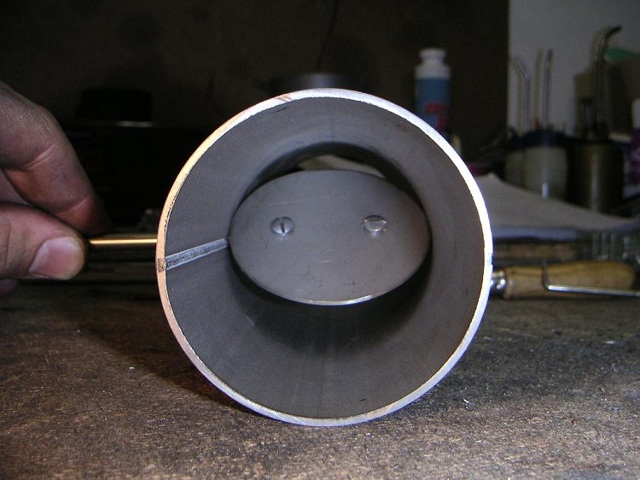
- Ara heu de fer tres forats a l'amortidor. Marqueu immediatament amb un retolador.
- Fixeu el tub i l'amortidor a la pinça i soldeu el tub a l'amortidor a través d'aquests forats (reblons de soldadura). Comencem a soldar des del forat central, després alliberem qualsevol pinça i la soldem al forat buit.
- Fem marques per a futurs forats al fumador. Per tal de fer coincidir clarament l'eix dels forats, emboliqueu la canonada amb una cinta mètrica i mesureu el centre horitzontalment i verticalment. Perforació, realització de marques
- Muntem l'amortidor al tub Pas 7
- Fem una plantilla per al retenedor de l'amortidor Pas 8
- Transferim el marcatge a una làmina de metall. Podeu utilitzar una brúixola. Pas 9
- Marquem el mig per als forats del pestell, tallem i perforam segons el marcatge.
- Soldem a la canonada Soldem el retenedor
Opció 2. Realització d'una porta retràctil horitzontal d'acer inoxidable
Per a aquesta opció, cal comprar una vàlvula de comporta d'acer inoxidable de fàbrica preparada. El disseny representa un marc dins del qual es mou el mecanisme.
- Distribuïu 2 fileres de fogons o llar de foc segons l'esquema de comanda utilitzat. porta corredissa horitzontal
- A la fila on s'instal·larà la vàlvula, tallem ranures al maó. Són petites ranures on entrarà l'element metàl·lic. El millor és utilitzar una esmoladora angular amb una roda per a aquests treballs. Però si no hi ha una eina professional d'aquest tipus, podeu sortir amb un fitxer.
- L'amortidor està instal·lat.
- Al maó lateral, cal tallar un rebaix sota la carrera de la nansa de l'amortidor, perquè caldrà netejar-lo de sutge durant el funcionament Tanquem la porta amb una sèrie de maons
- Es col·loca la següent fila de maons i tots els buits formats estan ben segellats.
Com podeu veure, la fabricació de la porta no requereix molt de temps i molta experiència. Al mateix temps, aquest és un detall molt important que augmentarà significativament l'eficiència de la caldera o la llar de foc.
Varietats de vàlvules de comporta
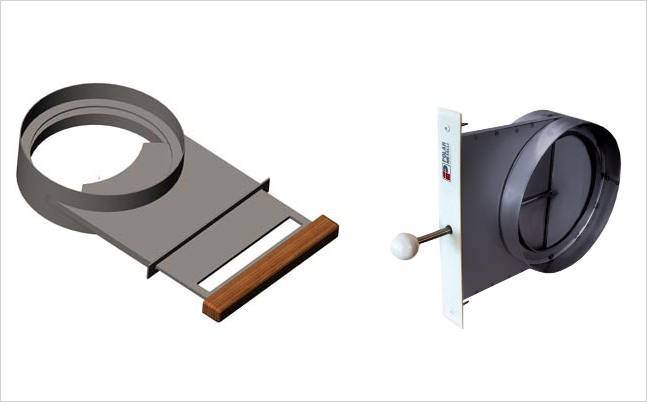
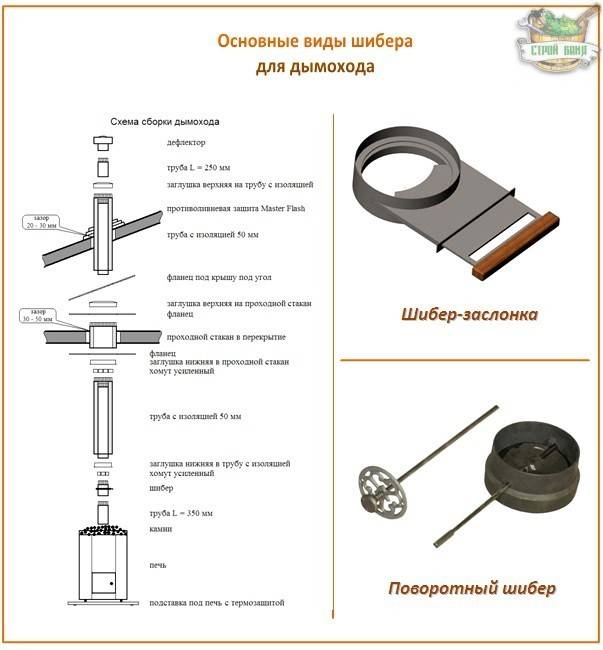
Com que les xemeneies són diferents, les nostres vàlvules de comporta també són diferents entre si. Bàsicament, aquesta diferència rau en la forma i en la manera de funcionar. Hi ha diversos tipus de vàlvules de comporta:
- Vàlvula de comporta lliscant horitzontal que es retrau. Aquest és el tipus de vàlvula de comporta més comú. A l'interior de l'estructura hi ha una placa, que és retràctil, és gràcies a ella que es regula l'àrea de la secció transversal. Molt sovint, aquest disseny s'utilitza per a xemeneies de maó. Perquè en la posició tancada de l'element, el canal de fum no se superposi al 100%, es fan petits forats a la placa. Això es fa per una raó, perquè la tecnologia de creació correspon a la seguretat contra incendis. La peculiaritat de la porta horitzontal és la senzillesa del disseny i la facilitat d'instal·lació, així com l'eficiència del treball.
- Porta giratòria. També té un segon nom: "vàlvula d'acceleració". El disseny és fonamentalment diferent de la versió anterior. Es fa en forma de tub de branca, dins del qual hi ha una placa metàl·lica. Només que no s'estén, sinó que es troba en un eix giratori.El dispositiu està equipat amb un disc giratori extraïble, que es torna inutilitzable amb el temps. Tanmateix, a causa de l'esquema del mecanisme rotatiu, és fàcil reparar i substituir la peça vostè mateix. La vàlvula es troba dins del tub de la xemeneia. El principi de funcionament és girar la placa per dins. L'avantatge d'aquest disseny de vàlvula de comporta és que és fàcil d'operar. El propietari de la casa no haurà de controlar constantment la posició de la porta.
Com que la segona opció és més difícil d'implementar, aquest amortidor de xemeneia de fer-ho vostè mateix no està fet. Molt sovint, és la primera opció que es crea: una vàlvula horitzontal. M'agradaria destacar alguns matisos més. Es necessita una vàlvula de comporta per a les estufes de llenya i altres equips de calefacció que funcionen amb combustibles sòlids. Si parlem de les calderes de gas i les que funcionen amb combustible líquid, l'amortidor és més necessari per protegir l'estructura de la xemeneia de la penetració de la precipitació atmosfèrica, els residus i els animals.

Si parlem d'instal·lar una porta giratòria per a un bany, és millor no fer-ho. Per què? Durant el funcionament, l'estructura passarà parcialment el vapor quan estigui tancada. I la neteja a l'aire lliure és difícil de realitzar.
Hi ha tres maneres d'instal·lar la porta:
- Instal·lació del producte a la llar de foc. Per a això, s'instal·la a una distància de 100 cm del dispositiu de calefacció (estufa, llar de foc, caldera), cosa que simplifica el funcionament.
- El mètode pipe-to-pipe es basa en combinar la vàlvula de comporta amb la resta d'elements del sistema de calefacció, sense l'ús de fixacions addicionals.
- Instal·lació de la vàlvula directament a la canonada de ventilació. El propòsit d'aquesta manipulació és completament diferent.La vàlvula es necessita més per protegir els canals de la penetració d'objectes estranys, runes, pluja i animals. Això es fa per protegir el motor del ventilador.

Hi ha dues opcions sobre com procedir si necessiteu instal·lar una vàlvula. El primer és simplement comprar un kit i fer la instal·lació vostè mateix segons les instruccions del fabricant. El segon és fer tu mateix un amortidor de xemeneia. Considerarem opcions per crear un dispositiu rotatiu i horitzontal.
Materials i eines
A més de les diferències estructurals, els tipus de portes poden diferir en el material de fabricació. L'única opció possible és el metall, ja que només no es crema i no es deforma a altes temperatures, i amb el temps, fins i tot en un ambient agressiu, no modifica les seves característiques.
Per a la producció, s'utilitza ferro colat o acer inoxidable. No és possible construir un amortidor de ferro colat pel vostre compte, ja que això requereix almenys una forja. No obstant això, a la venda, podeu trobar persianes de ferro colat amb un disseny elegant i indefinit.

Porta giratòria de ferro colat amb mànec còmode. Aquest disseny és adequat per a una xemeneia de maó amb una secció transversal rectangular que pot suportar un pes força pesat del dispositiu.
Els productes d'acer semblen més senzills, però tenen característiques similars als homòlegs de ferro colat. L'avantatge dels accessoris d'acer és lleuger.
Si només s'instal·la un amortidor de ferro colat per a una xemeneia d'estufa en una estructura sòlida i permanent, una vàlvula d'acer és adequada per a qualsevol conducte de xemeneia: maó i acer, rectangular i rodona, sòlida i lleugera.

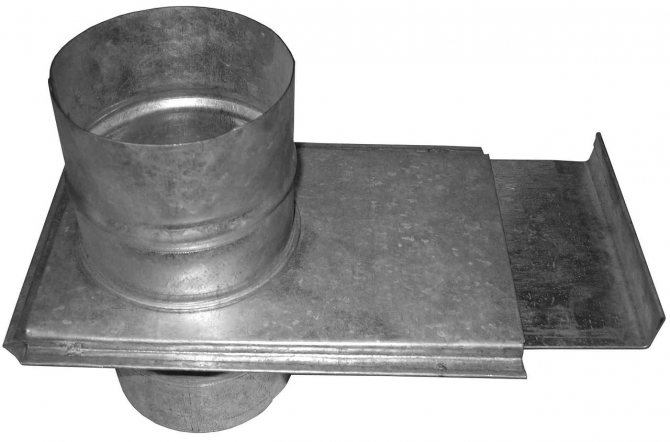
Mostres d'un amortidor lliscant d'acer galvanitzat, el diàmetre de la secció de la xemeneia és de 150 mm. El galvanitzat, a diferència de l'acer normal, no reacciona a la humitat (condensat) i no es corroeix

Una modesta vàlvula d'acer és suficient per a una estufa de país de calefacció, mentre que una porta de ferro colat feta a mida és més adequada per ennoblir una estufa russa a una casa de camp.
• metall de 3 ± 0,5 mm de gruix: les làmines més primes es cremaran ràpidament, a més, sota la influència de l'alta temperatura es poden conduir i el forn es tornarà informe; el metall de paret gruixuda s'escalfarà durant molt de temps;
• un tub per a una xemeneia;
• barres 16 mm;

• una làmina de metall amb un gruix de 0,3 mm per a la construcció d'una caixa per a la recollida de cendres;
• cinta mètrica, regle, guix;
• màquina de soldadura 140-200A;
• esmoladora per al tall de metalls; per fer forats rodons és més convenient utilitzar un tallador de gas;
• un raspall metàl·lic per a la neteja de llocs de soldadura;
• roda d'esmeril per adaptar-se a les portes;
• trepant i broques.
Instal·lació
La instal·lació d'aquest sostre requereix una preparació prèvia i coneixements pertinents. Inicialment, hauríeu de col·locar la xemeneia fins a la 7a fila. Després d'això, s'aplica una solució a la superfície i es col·loca un marc especial per a la porta. Per a la màxima comoditat, podeu fer un rebaix semicircular. Això farà que la persiana sigui més fàcil de moure.










 Instal·lació d'una vàlvula de comporta en una xemeneia de maó
Instal·lació d'una vàlvula de comporta en una xemeneia de maó
El marc s'anivella de manera que no sobresurti al forat de la xemeneia, s'aplica un morter a la part superior i es col·loca un maó de la manera habitual. Cada buit a les costures s'ha de tractar amb morter de ciment, ja que les esquerdes a la xemeneia contribueixen a la turbulència de l'aire i redueixen la qualitat del tiratge. A més, contribuiran a la penetració de fum i gasos nocius a l'espai habitable. Per tant, és millor comprovar acuradament si hi ha forats aquí després d'acabar el treball. No calen fixacions addicionals.
Naturalment, comprendre, basant-se en les instruccions del text, no és tan senzill. Podeu cometre molts errors, que en el futur tindran conseqüències greus. Per a la màxima claredat, el millor és veure primer els vídeos que descriuen el procés d'instal·lació d'aquesta vàlvula. Treball d'èxit!
Fabricació de bricolatge
Si es desitja, es pot construir una porta de qualsevol tipus amb les seves pròpies mans. Requereix una màquina de soldadura per funcionar i búlgar. Inicialment, cal prendre mesures precises de la canonada perquè la vàlvula lliscant no encaixi bé a la canonada. Si no s'observa el requisit, hi ha el risc d'encallar l'amortidor quan s'escalfa la canonada. Massa espai lliure fa que sigui difícil ajustar la força de tracció.
Materials utilitzats en la fabricació d'una vàlvula de comporta corredissa per a una xemeneia de tipus rotatiu:
- tubs en blanc d'acer inoxidable amb un diàmetre interior de 6 mm;
- ungles;
- xapa d'acer inoxidable de 2 mm d'ample;
- cargols amb un diàmetre de 8 mm.
Fabricació:
- Després de mesurar el diàmetre interior de la canonada, transferiu les dimensions a la xapa d'acer.
- Tallar cercles, sorra.
- Proveu la peça de treball a l'amortidor i talleu la secció desitjada.
- Perforar forats per a fils.
- Soldeu els amortidors a la canonada.
- Feu forats a la xemeneia, instal·leu amortidors.
Per fer a casa porta corredissa necessitareu una vàlvula en blanc, un marc guia. L'element lliscant està pretallat a les dimensions desitjades, corresponents a les dimensions de la xemeneia. Doble un costat per facilitar el moviment durant l'ús. Realitzar la mòlta. Retalla la placa per a l'element lliscant. Connecteu les peces mitjançant soldadura i fixeu-les a la canonada.
Fabricació de porta corredissa
Porta corredissa
El disseny de la vàlvula de comporta consisteix en la pròpia vàlvula i el marc de guia. Primer cal mesurar la secció interna de la canonada o la xemeneia de maó. Segons les mesures, es talla una vàlvula rectangular de xapa d'acer de 4-5 mm de gruix. D'una banda, es fa un plec longitudinal amb una amplada de 20-30 mm, de manera que sigui més convenient estendre l'amortidor. Totes les seccions es molen amb cura, alhora que es redueix la mida del producte en 1-2 mm a cada costat. Això garantirà el lliure moviment de l'amortidor dins de la xemeneia.
Esquema de la porta
Si la xemeneia és d'acer i té forma rectangular, el marc està fet d'una tira d'acer de 2 mm de gruix i 30-35 mm d'ample. La tira es doblega, deixant un buit al llarg del gruix de la placa, després es talla en dos llocs amb un angle de 45 graus i se li dóna una forma d'U. Els buits als llocs de talls es solden d'extrem a extrem. Els extrems del perfil casolà estan connectats per dues peces de metall, col·locant-les de manera que la pala de la vàlvula passi lliurement entre elles. Hauríeu d'aconseguir un marc rectangular amb ranures per a la porta. En aquest cas, el perímetre interior del marc ha de ser necessàriament igual a la secció transversal de la xemeneia.
Fabricació de vàlvules de comporta
Disseny de porta preparat per a una xemeneia rodona
Ara les làmines s'han de connectar soldant per tres costats al voltant del perímetre de manera que els forats de la canonada coincideixin i hi hagi un espai de 4-5 mm entre les làmines superior i inferior. Després d'això, només queda inserir la vàlvula i fixar la porta a la canonada.
Instruccions de fabricació de la vàlvula d'acceleració
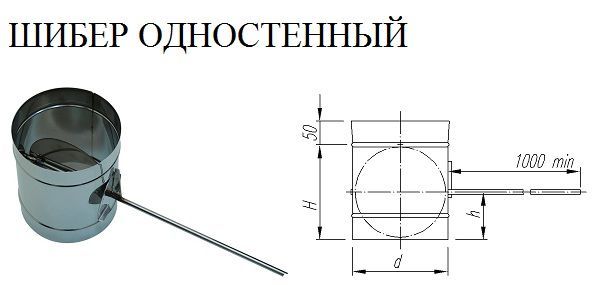
Per fer una vàlvula de comporta giratòria, necessitareu més eines i temps. Molt sovint, aquest tipus d'amortidor s'utilitza per a una xemeneia metàl·lica per a xemeneies modernes i estufes metàl·liques independents.
Un conjunt d'eines per treballar:
- búlgar;
- trepant;
- alicates;
- màquina de soldar;
- brúixola;
- ruleta;
- marcador de marcatge.
Per a la fabricació de la porta, xapa d'acer de fins a 3 mm de gruix, inoxidable diàmetre interior del tub 6 mm, elements de subjecció (perns, femelles) 8 mm, barra metàl·lica.
- Primer, mesura el diàmetre interior del tub de la xemeneia amb una brúixola.
- Segons ell, dibuixa un cercle sobre xapa d'acer.
- El búlgar va tallar un cercle.
- Col·loqueu el fragment tallat a la canonada i comproveu l'ajust. Si cal, acabeu la persiana amb un disc de mòlta.
- Posa un tub metàl·lic amb un diàmetre de 6 cm al cercle del centre i fes-hi marques, retrocedint 3 mm de cada costat del cercle.
- Talleu el tub amb una esmoladora.
- A la secció de canonada resultant, perforar la rosca fins a 6,8 mm als dos costats.
- Perforar forats per soldar en un cercle d'acer (un al centre, dos a 1 cm de la vora als costats oposats).
- Soldeu el tub roscat al cercle d'acer.
L'amortidor lliscant està llest, falta instal·lar-lo al tub de la xemeneia.









Normes de seguretat
Quan l'amortidor està completament tancat, el monòxid de carboni entra a l'habitació: no és visible, no s'escolta, passa que no hi ha olor.Una excepció pot ser un pestell amb un pestell. A l'estufa de la sauna, no hauríeu de tancar l'amortidor fins que la llenya es cremi i les brases estiguin cobertes amb una capa de cendra.
Quan escolliu el tipus de porta, tingueu en compte els seus desavantatges, per exemple, penseu que si teniu una xemeneia recta, us serà difícil desfer-vos del sutge.
Abans de fer un disseny i instal·lar-lo tu mateix, consulta amb un especialista que calcularà el nivell d'empenta de la teva estufa. Per fer-ho, els professionals utilitzen una fórmula especial. Cuida't!



